

8.3.4. Метод моментных наблюдений
Фотография рабочего дня, особенно если она не индивидуальная, трудоемка. Поэтому в последнее время широкое распространение получил метод моментных наблюдений.
Метод моментных наблюдений основан на положениях теории вероятности, согласно которой вероятность повторения того или иного элемента во времени в период наблюдения прямо пропорциональна его продолжительности и обратно пропорциональна длительности его наблюдения. Его очевидные преимущества — простота и экономичность: нормировщик одновременно может охватывать наблюдением работу большего числа рабочих.
В аппаратурных производствах метод моментных наблюдений может найти широкое применение. При помощи этого метода можно получить общее представление о степени загруженности определенных групп рабочих при выполнении отдельных видов работ. Так, для того чтобы судить о том, какую часть времени аппаратчики и рабочие других профессий в аппаратурных производствах заняты регулировкой работы оборудования, отбором проб, производством анализов, участием в мелком ремонте оборудования (устранением неисправностей), осуществлением контрольно-учетных записей и другими работами в течение смены, целесообразно проводить этот очень удобный и экономичный вид наблюдений.
Для того чтобы получить достоверные данные на основе моментных наблюдений, нужно провести достаточно большое количество замеров. Количество замеров зависит от допустимой величины ошибки в результатах наблюдений, загруженности рабочего и в отдельных случаях от количества фиксируемых элементов наблюдения.
Необходимое количество замеров (М) в условиях стабильного производственного процесса определяют по формуле:
![]() (8.11)
(8.11)
В условиях нестабильного производственного процесса по формуле:
![]() (8.12)
(8.12)
где К — коэффициент загруженности рабочих (удельный вес затрат рабочего времени, связанный с выполнением работы), или, если нужно определить удельный вес времени использования оборудования, - коэффициент использования оборудования; Р — допустимая величина ошибки результатов наблюдений.
Стабильный производственный процесс характеризуется устойчивой технологией, многократной повторяемостью отдельных действий рабочего.
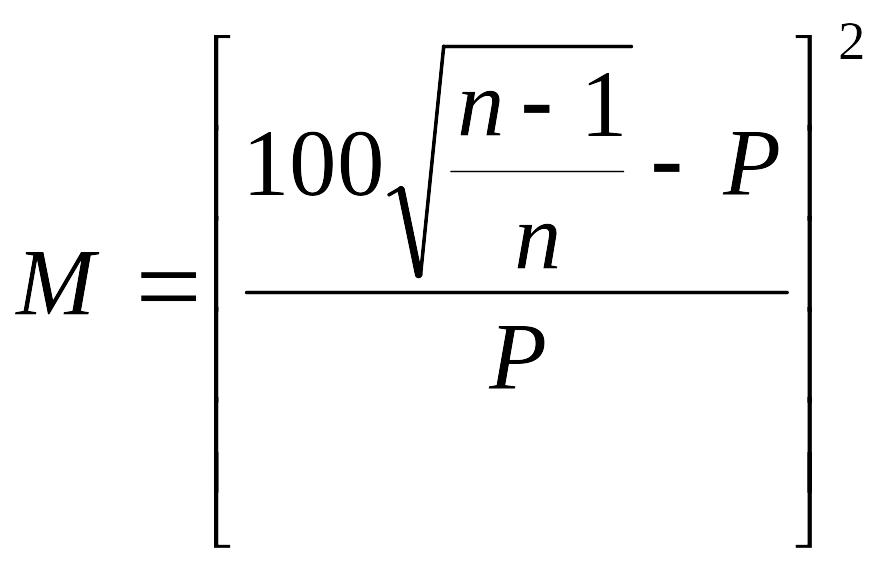
Если нужно установить величину отдельных наблюдаемых действии рабочего, то количество замеров определяют по формуле
 (8.13)
(8.13)
где п — количество изучаемых действий рабочего. Количество замеров можно определить также и специально рассчитанным таблицам (табл. 8.8, 8.9, 8.10).
При моментных наблюдениях нормировщик производит систематический обход рабочих мест по заранее разработанному маршруту. Каждый обход должен начинаться точно в установленный момент, его нельзя прерывать или не доводить до конца. Нормировщик, следуя по заранее определенному маршруту, не останавливаясь в фиксажном пункте записывает (фиксирует) состояние объекта наблюдения, применяя для записи индексы (табл.8.11) или точковку (табл.8.12).
Таблица 8.8
Количество замеров при проведении наблюдений в зависимости от загруженности рабочего и допустимой величины ошибки в результате наблюдений при стабильном производственном процессе
К Р |
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
3 |
20000 |
8890 |
5180 |
3330 |
2200 |
1480 |
670 |
560 |
250 |
4 |
11250 |
5000 |
2920 |
1870 |
1250 |
830 |
540 |
310 |
140 |
5 |
7200 |
3200 |
1870 |
1200 |
800 |
530 |
340 |
200 |
90 |
6 |
5000 |
2200 |
1300 |
830 |
550 |
370 |
240 |
140 |
60 |
8 |
2700 |
1250 |
730 |
470 |
310 |
210 |
130 |
80 |
35 |
10 |
1800 |
800 |
490 |
300 |
200 |
135 |
85 |
50 |
20 |
Таблица 8.9
Количество замеров при проведении наблюдений в зависимости от загруженности рабочего и допустимой величины ошибки в результатах наблюдений при нестабильном производственном процессе
К Р |
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
3 |
30000 |
13320 |
7780 |
5000 |
3300 |
2220 |
1000 |
840 |
380 |
4 |
16850 |
7500 |
4380 |
2810 |
1800 |
1150 |
810 |
470 |
210 |
5 |
10800 |
4800 |
2800 |
1800 |
1200 |
800 |
510 |
300 |
140 |
6 |
7500 |
3330 |
1940 |
1250 |
830 |
560 |
360 |
210 |
90 |
8 |
4280 |
1880 |
1100 |
700 |
470 |
310 |
180 |
120 |
50 |
10 |
2700 |
1200 |
700 |
450 |
300 |
200 |
130 |
75 |
35 |
Таблица 8.10
Количество замеров при проведении наблюдений в зависимости от количества изучаемых элементов допустимой величины ошибки
К Р |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
3 |
680 |
776 |
829 |
862 |
895 |
911 |
924 |
942 |
4 |
373 |
426 |
456 |
474 |
496 |
501 |
510 |
519 |
5 |
233 |
256 |
267 |
297 |
307 |
313 |
319 |
314 |
6 |
158 |
181 |
195 |
201 |
209 |
212 |
216 |
219 |
8 |
84 |
97 |
103 |
108 |
114 |
115 |
116 |
118 |
10 |
51 |
59 |
63 |
66 |
69 |
70 |
71 |
72 |
В процессе наблюдения нормировщик фиксирует результаты замеров в специальном наблюдательном листе. Если изучаются отдельные действия аппаратчиков или операторов, наблюдательный лист может быть составлен по форме табл. 8.11.
В наблюдательном листе буквенными индексами обозначаются действия аппаратчиков или операторов. Например, индекс П означает, что рабочий в момент наблюдения отбирал пробу, 3 — проводил запись в рабочем журнале, У — регулировал (управлял) работу оборудования, Р—принимал участие в исправлении неполадок оборудования, А — производил анализ и т. д.
Таблица 8.11
Наблюдательный лист
№ рабочего места |
Номер наблюдений |
|||||||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
и т.д. |
|
1 |
. |
. |
|
З |
. |
Р |
Р |
Р |
. |
З |
. |
. |
. |
. |
. |
. |
П |
|
2 |
П |
А |
|
. |
У |
. |
. |
. |
. |
. |
У |
. |
. |
П |
. |
. |
. |
|
3 |
З |
|
. |
. |
. |
У |
. |
. |
У |
. |
. |
|
. |
. |
Р |
. |
. |
|
4 |
|
. |
Р |
. |
. |
. |
. |
А |
. |
. |
. |
У |
. |
. |
. |
. |
. |
|
5 |
. |
Р |
|
. |
. |
У |
. |
. |
. |
А |
. |
. |
П |
. |
. |
. |
|
|
6 |
У |
. |
|
З |
У |
. |
. |
. |
. |
П |
. |
З |
. |
. |
. |
Р |
. |
|
7 |
|
П |
|
У |
. |
. |
. |
. |
У |
. |
. |
. |
. |
. |
П |
. |
З |
|
8 |
|
У |
П |
. |
. |
У |
. |
. |
. |
У |
. |
З |
. |
. |
. |
. |
. |
|
И т.д. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработку
результатов наблюдений производят
следующим путем. Определяют общее
количество проведеныx
замеров и количество замеров,
характеризующих выполнение
в момент наблюдений исследуемых действий.
Затем устанавливают, какой процент
данное действие
занимает в общем количестве моментов
наблюдений. Например, произведено 350
замеров, причем в 43 случаях
имела место регулировка работы
оборудования, 28
— отбор пробы, 16 — производство анализов
и т. д. Это
означает, что аппаратчики, работу которых
исследовали,
12,3%
![]() рабочего
времени были заняты регулировкой
оборудования, 8,0%
отбором пробы, 4,6%
производством
анализов. Эти
данные позволяют получить общее
представление
о загруженности рабочих выполнением
определенных
видов работ. Материалы таких наблюдений
затем
можно использовать при дальнейших более
детальных технико-нормировочных
исследованиях.
рабочего
времени были заняты регулировкой
оборудования, 8,0%
отбором пробы, 4,6%
производством
анализов. Эти
данные позволяют получить общее
представление
о загруженности рабочих выполнением
определенных
видов работ. Материалы таких наблюдений
затем
можно использовать при дальнейших более
детальных технико-нормировочных
исследованиях.
Точковка
делается путем нанесения отметок в
наблюдательном листе в виде точек и
линий. Первые четыре отметки наносятся
точками, образующими контур (: :), следующие
– линиями по вертикали, горизонтали и
диагонали (![]() ).
Такой квадрат составляет 10 зафиксированных
моментов. Далее изложенный порядок
нанесения отметок повторяется.
).
Такой квадрат составляет 10 зафиксированных
моментов. Далее изложенный порядок
нанесения отметок повторяется.
При наблюдении нормировщик фиксирует только наименование действия, которое в это время выполняет рабочий. В проведении моментных наблюдений, продолжительность фиксируемых действий не учитывают.
Если после внесения в наблюдательный лист записей рабочий перестал выполнять работу или после бездействия начал выполнять какую либо работу, в наблюдательном листе эти действия не находят отражения. Смысл таких наблюдений сводится к тому, чтобы зафиксировать выполнение тех или иных действий в определенные моменты.
Таблица 8.12
Пример наблюдательного листа моментных наблюдений
Элементы затрат рабочего времени |
Результаты наблюдений |
Моменты |
Баланс рабочего времени |
||
сумма |
% |
Фактичес-кий |
Норма-тивный |
||
Подготовительно-заключительное время |
|
10 |
6,2 |
26 |
20 |
Оперативное время |
|
129 |
64,3 |
270 |
360 |
Время обслуживания рабочего места |
|
14 |
7,1 |
30 |
25 |
Время случайной работы |
|
9 |
4,3 |
18 |
- |
Время регламентированных перерывов |
|
7 |
3,6 |
15 |
15 |
Время нерегламентированных перерывов |
|
29 |
14,5 |
61 |
- |
Итого |
|
198 |
100 |
420 |
420 |
Для проведения моментных наблюдений в аппаратурных производствах достаточна точность 6—5%. Более высокая точность потребует проведения чрезмерно большого количества наблюдений, а результат практически не изменится. Например, изучая использование оборудования с допустимой ошибкой 3% при коэффициенте его загруженности 0,5, нужно провести 2200 замеров, а при допустимой ошибке 6% — всего 550 замеров (табл. 8.8). Если в результате наблюдений простои оборудования составили 10%, то при допустимой ошибке ±3% действительный процент простоя составит от 9,7 до 10,3%.При допустимой ошибке ±6% действительный процент простоя будет находиться между 9,4,- 0,6%.