

4.6.2. Сущность, задачи, виды и методы технического контроля
Для проверки соответствия показателей качества требованиям ГОСТа или ТУ осуществляется технический контроль.
Технический контроль – проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях его изготовления, а также контроль производственных условий, обеспечивающих требуемое качество.
Технический контроль представляет собой систему методов, средств и мероприятий, в результате которых идентифицируется качество сырья, полуфабрикатов и готовой продукции требованиям ГОСТа, ТУ, межцеховых норм, а также обеспечивается выработка высококачественной продукции в соответствии с этими стандартами.
Задачами технического контроля являются:
установление качества выработанной продукции;
предупреждение влияния случайных и субъективных факторов на качество выпускаемой продукции;
обеспечение соблюдения заданного технологического режима и рецептур смешения.
Объектами технического контроля являются: сырье, полуфабрикаты и готовая продукция, параметры технологического процесса, технологическая дисциплина, орудия труда, культура производства.
Технический контроль охватывает все стадии производства и должен быть профилактическим, оперативным, точным и обязательным. При его организации необходимо определить вид и объем контроля, форму, методы, частоту и органы контроля, документацию по контролю и экономические санкции при несоблюдении норм.
Общие принципы рациональной организации технического контроля заключаются в том, что:
техника, методы и организационные формы контроля должны соответствовать особенностям техники, технологии и организации производства;
технический контроль должен охватывать все элементы и стадии производственного процесса;
система контроля должна обеспечивать четкое распределение обязанностей и ответственности между отдельными исполнителями и различными подразделениями предприятия;
Для каждого объекта технического контроля выбирается наиболее соответствующий производственным условиям вид контроля.
Выделяются следующие виды технического контроля:
По объектам контроля: контроль предметов труда, средств производства, технологии, условий труда, труда исполнителей.
По стадиям производственного процесса:
входной (материаловедческий) – совокупность средств и методов, с помощью которых определяется качество сырья, материалов и полуфабрикатов. Он может быть первичным и вторичным.
Первичный (коммерческий) – устанавливает соответствие качества сырья и материалов требованиям, оговоренным в договоре с поставщиком.
Вторичный проводится для уточнения показателей качества сырья и материалов, выдаваемых со складов и непосредственно запускаемых в производство.
Промежуточный – это контроль в процессе работы установок. Его задачей является проверка хода технологического процесса и регулирование параметров технологического режима по показателям качества полуфабрикатов.
Окончательный (приемочный) – контроль товарной продукции.
По степени охвата продукции:
сплошной – для контроля всей продукции в технологических процессах с КИП и А, а также в случаях особо ответственного назначения продукции или при освоении нового производства.
Сплошной контроль определенных партий (резервуаров) на нефтеперерабатывающих, нефтехимических предприятиях проводится для идентификации качества сырья и продукции
выборочный – основан на статистической вероятности, что данная выборка (небольшое количество) готовой продукции или полуфабрикатов по своему качеству соответствует качеству всего количества оцениваемой продукции.
Выборочный контроль используется при устойчивых технологических процессах и больших количествах одинаковой продукции. Процент выборочности устанавливается на основе анализа устойчивости процесса. На нефтеперерабатывающих, нефтехимических предприятиях выборочный контроль осуществляется периодически, путем отбора проб через определенные промежутки времени и обработки их в лабораториях. В зависимости от результатов анализа решается вопрос, какие изменения необходимо ввести в технологический режим.
По месту выполнения:
стационарный – выполняется в лаборатории или на специально оборудованном рабочем месте контролера (лаборанта).
скользящий – осуществляется на рабочих местах.
По времени выполнения:
непрерывный – для проверки технологических процессов, где необходимо постоянное обеспечение определенных количественных и качественных характеристик, а также для нестабильных технологических процессов.
периодический – для стабильных технологических процессов.
инспекционный – повторный контроль или проверка соблюдения правил контроля.
По форме контроль может быть:
лабораторный - определение химического состава и физических свойств продуктов в специальных лабораториях;
визуальный – определение качества путем внешнего осмотра аппаратуры;
геометрический – проверка размеров, массы и т.д. (размер бочек, форма тары и т.п.).
Особым видом контроля качества продукции является испытание, под которым понимают экспериментальное определение значений параметров и показателей качества продукции. При испытании продукцию подвергают различным воздействиям (температура, давление, излучение, перепады давления и температур и др.)
Методы контроля различаются в зависимости от применяемой техники и могут быть: ручные, полуавтоматические, автоматические, автоматизированные.
Контроль считается полностью автоматизированным, когда на технологических установках есть анализаторы качества продукции: температуры вспышки, кипения отдельных фракций, фракционного состава и т.д. Анализаторы качества тесно связаны со всей системой регулирования технологических процессов. Контроль, основанный на использовании автоматической системы определения качества продукции и регулировании производственного процесса – наиболее совершенный и эффективный.
Применяемые для осуществления контрольных операций технические средства можно подразделить условно на две группы:
позволяющие определить абсолютные значения контролируемых параметров (значений) качества,
дающие возможность устанавливать, в каких пределах находятся фактические показатели качества по сравнению с требованиями ГОСТа и ТУ.
По характеру воздействия на ход технологического процесса различают средства активного и пассивного контроля.
Средства, осуществляющие автоматическое регулирование хода технологического процесса являются активными. Они встроены в оборудование. При достижении критических параметров с помощью контрольно-измерительных приборов и автоматики осуществляется корректировка параметров технологического процесса.
Средства, применяемые для оценки качества после выполнения соответствующей операции, являются пассивными.
Процесс контроля качества продукции состоит из определения количественного значения контролируемого параметра и его сравнения с установленным стандартом или другим нормативным показателем. Количественные значения показателей качества продукции определяются:
экспериментальными методами, базирующимися на применении технических средств. Они позволяют дать наиболее объективную количественную оценку качеству, так как в их основе лежат физические эксперименты – методы метрологии (измерение геометрических размеров, массы, твердости и т.п.);
органолептическими методами, основанные на определении качества соответствующими специалистами с помощью органов чувств по бальной системе (измерение вкуса, запаха, цвета);
социологическими методами, основанными на использовании данных учета и анализа потребителей продукции.
Наиболее прогрессивными методами являются статистические методы. Они основаны на применении законов математической статистики и теории вероятности.
Статистический метод контроля – это система, при которой на основе небольшой доли только что выработанной продукции осуществляется анализ ее качества.
Статистический контроль предполагает:
анализ технологического процесса с целью приведения его к требуемой настроенности, точности и статистически устойчивому состоянию;
текущий контроль с целью регулирования и поддержания процесса в состоянии, обеспечивающем заданные качественные параметры;
выборочный статистический приемочный контроль качества готовой продукции.
Для проведения статистического контроля строится контрольная карта (рис.4.5.).
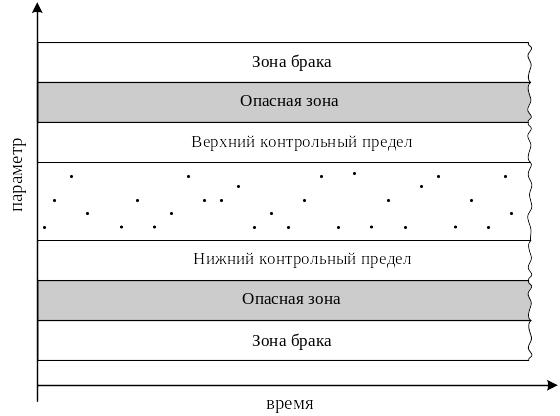
Рис.4.5. Контрольная карта качества продукции
Статистический контроль осуществляется выборочно по заранее установленной и научно обоснованной системе путём проверки некоторой части продукции в строго определенные промежутки времени.
Преимущества статистических методов:
являются профилактическими методами;
создают условия для наглядного изображения динамики качества продукции и настроенности процесса. Это позволяет своевременно принять меры по предупреждению брака;
позволяет перейти к выборочному контролю и тем самым снизить трудоемкость контрольных работ.
Установленное стандартами качество продукции достигается метрологическим обеспечением производства, предшествующим научно-исследовательским, конструкторским и проектным работам при разработке технологических процессов, обеспечением единства измерений методов испытаний и средств контроля параметров продукции. Основное назначение метрологического обеспечения методов испытаний и средств контроля горючих газов, нефти и нефтепродуктов - создание условий обеспечения единства и точности измерений.
Основные задачи метрологического обеспечения на предприятии даны на рис. 4.6.
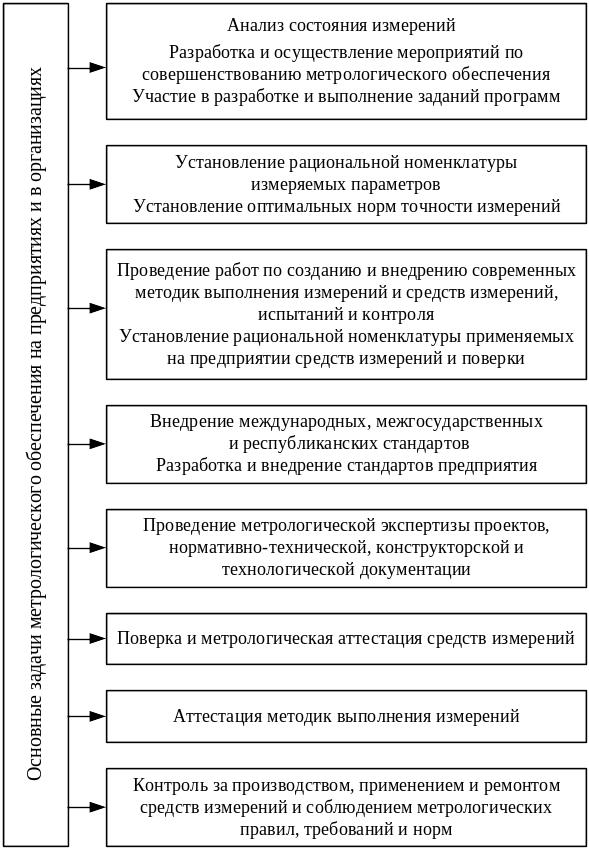
Рис.4.6. Основные задачи метрологического обеспечения на предприятиях