

1.4.2. Выполнение лабораторной работы
Перед выполнением работы всем студентам необходимо ознакомиться с инструкцией к лабораторной работе.
Студенты конспектируют в рабочей тетради; выполняют схемы механизмов завалочной машины, заправочной машины, торкрет-аппарата. Схемы выполняют без применения чертежных приспособлений, но аккуратно.
1.4.3. Оформление отчета и зачет
По материалам рабочей тетради, методических указаний, личных наблюдений и литературных источников каждый студент составляет отчет по лабораторной работе.
Отчет должен включать:
- название работы ,
- цель работы;
- схему расположения оборудования в печном пролете мартеновского цеха;
- краткое описание мартеновского процесса;
- описание конструкции завалочной машины, заправочной машины и торкет-аппарата.
Описание конструкций должно в обязательном порядке сопровождаться кинематическими схемами.
В конце отчета по работе делаются выводы. В этом разделе студент
отмечает положительные и отрицательные стороны конструкции механизмов, их работы.
Зачет по лабораторной работе ставится при наличии отчета по результатам беседы преподавателя со студентом.
Библиографический список
1. Машины и агрегаты металлургических заводов. В 3-х томах /А.И. Целиков, П.И.Полухин, В.М. Гребеник и др. – М.; Металлургия, 1988, 328 с. Т.2: Машины и агрегаты сталеплавильных цехов.
2. Механическое оборудование сталеплавильных цехов / М.З. Левин, В. Я. Седуш и др. – Киев: Вища шк. Головное из-во, 1985. – 165 с.
3. Расчет металлургических машин и механизмов / В.М. Гребенник, Ф.К. Иванченко, В.И. Ширяев – Киев: Виша шк. Головное изд-во, 1988. – 448с.
1.5. Лабораторная работа №4. Изучение оборудования разливочного пролета мартеновского цеха на рабочем месте
Цель работы: Изучение принципа действия, конструкции и работы литейного разливочного крана, машины для футерования сталеразливочных ковшей, толкателя составов.
1.5.1. Краткая характеристика оборудования разливочного пролета мартеновского цеха
В разливочном пролете установлено оборудование, служащее для уборки продуктов плавки, а также ремонтные устройства. Основным оборудованием разливочного пролета являются разливочные краны. Разливочные краны являются наиболее сложными по конструкции представителями группы литейных кранов. К этой же группе относятся миксерные и завалочные краны.
С помощью разливочного крана подают и устанавливают на разливочном стенде у лечи порожний ковш, снимают заполненный ковш и подают его к изложницам; разливают сталь в изложницы; после разливки сливают остатки шлака в шлаковый ковш; устанавливают ковш в горизонтальное положение для охлаждения и чистки; переносят заполненный шлаковый ковш и устанавливают его на тележку; устанавливают у печи порожний шлаковый ковш; убирают мусор.
Применяются разливочные краны грузоподъемностью 175-50/15; 260-75/15; 350-75/15; 450-100/20; 6З0-90/16 т. Первое число означает грузоподъемность главной тележки, второе и третье числа - грузоподъемности основного и малого подъема вспомогательной тележки.
Разливочный кран (рис. 8) состоит из моста 3 с механизмом передвижения 8 и кабиной 1, главной тележки 7 и вспомогательной тележки 5 с двумя подъемами.
Мост крана — сварной конструкции, закрытого типа, состоит из главных продольных балок 6 коробчатого сечения, поперечных концевых балок 2, вертикальных и горизонтальных связей. Конструкция моста обеспечивает независимое передвижение на разных уровнях главной и вспомогательной тележек. По двум главным наружным балкам уложены рельсы для передвижения главной тележки, а ниже между главными наружными балками расположены внутренние балки 11, по которым передвигается вспомогательная тележка (под главной тележкой).
Мост крана концевыми балками через главные балансиры опирается на восемь балансирных тележек 10, по четыре тележки с каждой стороны крана. Общее число ходовых колес в кране 16, из них четыре колеса приводные. К мосту крана прикреплена кабина, где находится машинист и размещена электроаппаратура и оборудование для управления краном. На верхнем и нижнем ярусах моста выполнен настил из рифленых металлических листов для обслуживания и ремонта крана.
Подача энергии электродвигателям осуществляется с помощью троллеев 4. Плавность работы механизма и широкий диапазон регулирования скоростей достигаются применением электродвигателей постоянного тока. Для предохранения крана от жестких ударов при наезде на упоры (в тупиках подкранового пути) или на соседний кран с каждой стороны предусмотрены пружинные упоры 9. Все валы крановых механизмов установлены на двухрядных сферических роликоподшипниках. Смазка механизмов централизованная, густая.
Повышение стойкости крановых колес достигается рациональным выбором марки стали, методов их изготовления и термической обработки. Материалом для колес служат легированные стали. Наиболее длительный срок службы (примерно 5 лет) имеют колеса, изготовленные методом штамповки на прессах с дополнительной прокаткой на колесопрокатном стане.

Рис.8. Разливочный кран грузоподъемностью 450-100/20
Разливочный кран передвигается четырьмя самостоятельными механизмами (рис. 8 и 9), расположенными по два с каждой стороны моста. Все механизмы работают параллельно и синхронно.
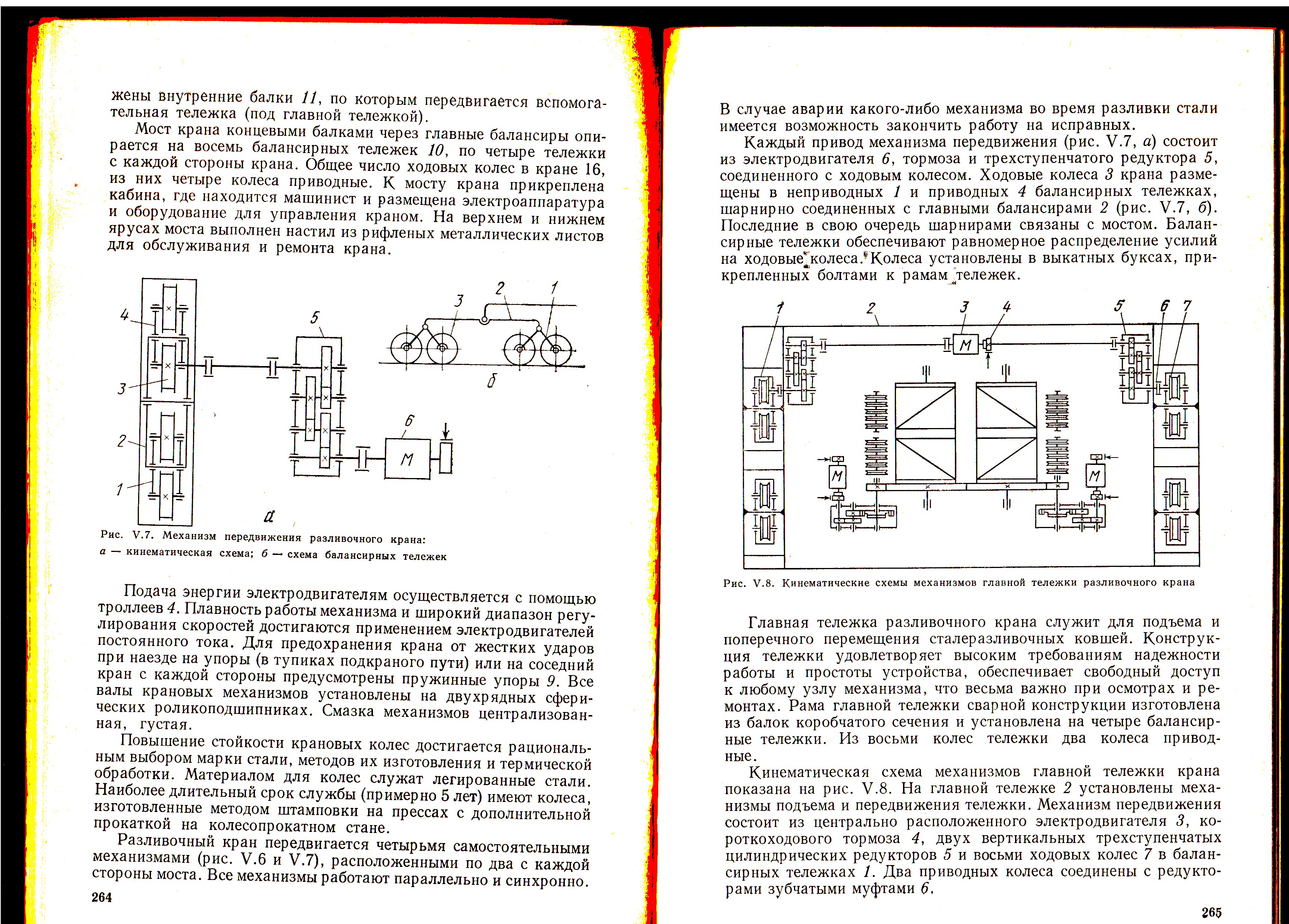
Рис.9. Механизм передвижения разливочного крана
а – кинематическая схема; б – схема балансирных тележек
В случае аварии какого-либо механизма во время разливки стали имеется возможность закончить работу на исправных.
Каждый привод механизма передвижения (рис. 9,а) состоит из электродвигателя 6, тормоза и трехступенчатого редуктора 5, соединенного с ходовым колесом. Ходовые колеса 3 крана размещены в неприводных 1 и приводных 4 балансирных тележках, шарнирно соединенных с главными балансирами 2 (рис. 9,б). Последние в свою очередь шарнирами связаны с мостом. Балансирные тележки обеспечивают равномерное распределение усилий на ходовые колеса. Колеса установлены в выкатных буксах, прикрепленных болтами к рамам тележек.
Рис. 10. Кинематическая схема механизмов главной тележки разливочного крана
Главная тележка разливочного крана служит для подъема и поперечного перемещения сталеразливочных ковшей. Конструкция тележки удовлетворяет высоким требованиям надежности работы и простоты устройства, обеспечивает свободный доступ к любому узлу механизма, что весьма важно при осмотрах и ремонтах. Рама главной тележки сварной конструкции изготовлена из балок коробчатого сечения и установлена на четыре балансирные тележки. Из восьми колес тележки два колеса приводные.
Кинематическая схема механизмов главной тележки крана показана на рис. 10. На главной тележке 2 установлены механизмы подъема и передвижения тележки. Механизм передвижения состоит из центрально расположенного электродвигателя 3, короткоходового тормоза 4, двух вертикальных трехступенчатых цилиндрических редукторов 5 и восьми ходовых колес 7 в балансирных тележках 1. Два приводных колеса соединены с редукторами зубчатыми муфтами б
Разливку стали в изложницы производят или непосредственно из сталеразливочного ковша или на стенде через промежуточный ковш. Во втором случае перемещение состава с изложницами осуществляют с помощью реечных или винтовых толкателей. Толкатели устанавливают также в цехах подготовки составов, где производят очистку и смазку изложниц.
Наибольшее распространение для передвижения состава с изложницами получили реечные толкатели, которые также используют в отделениях для чистки и смазки изложниц. Толкатель реечного типа (рис. 11) состоит из литой составной рамы, каретки с пневмоцилиндром для перемещения захвата и механизма передвижения каретки. На каретке 3 щарнирно закреплена рейка 4, которая перемещается в направляющих с помощью шестерни 6, насаженной на выходной вал конического редуктора 7. Последний установлен на фундаменте и связан муфтой с электродвигателем 8. Для обеспечения правильной работы реечного зацепления в’ толкателе предусмотрены два опорных ролика — один препятствует случайным отклонениям рейки вверх, другой (отдельно установленный) предохраняет рейку от изгиба.
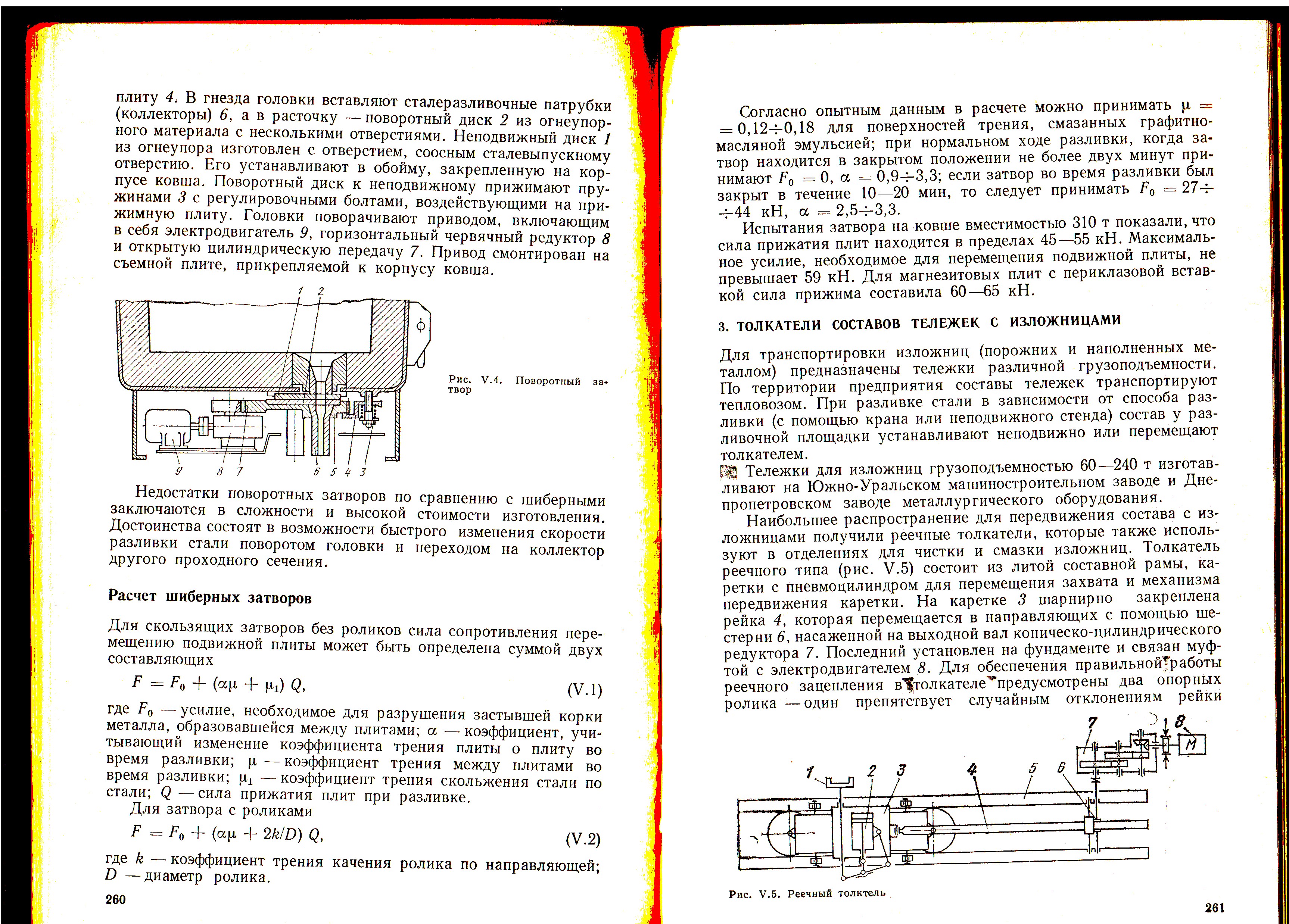
Рис.11. Реечный толкатель
Захват 1 перемещается в направлении перпендикулярном направлению каретки. При подаче сжатого воздуха в цилиндр 2 он выдвигается и входит в зацепление с одним из двух выступов на раме тележки. Каретка на опорных роликах перемещается по направляющим 5. На толкателе установлены командоаппарат для отключения каретки при достижении крайних положений и конечный выключатель для блокировки одновременного включения приводов каретки и захвата.
Работа толкателя проходит в следующем порядке. При подаче воздуха в пневмоцилиндр его шток выдвигает в поперечном направлении вильчатый захват, который входит в зацепление с приливам на тележке. Затем включают электродвигатели, который перемещает состав на требуемое расстояние. При достижении кареткой положения захват выводится из зацепления, каретка переводится в противоположное крайнее положение и цикл повторяется. Такими последовательными перемещениями каретки производится необходимое перемещение состава с изложницами.
В разливочном пролете установлено также оборудование, предназначенное для проведения различных вспомогательных и ремонтных работ. Наиболее трудоемкой операцией является ремонт футеровки сталеразливочных ковшей. С целью облегчения ремонта применяют стенды для ломки футеровки и машины для футерования ковшей [1 -3].