

Організація виробництва
Задача 1.
Визначити тривалість технологічного циклу складання виробу А при всіх видах руху деталей. Величина виробничої партії - 50 штук, передавальної - 10 штук. Робота відбувається протягом двох змін по 8 год., тривалість операції сушіння виробу після його пофарбування становить 1.5 дн. Технологічний процес подано в таблиці 1.1
" Таблиця 1.1
Тех |
нелогічний Щ)оші |
;шладання вирой |
Г |
№ операції |
т ^\Л |
сіс^Д |
кзі |
1 |
9.6 |
2 |
80 |
2 |
2.2 |
1 |
65 |
3 |
4.7 |
1 |
70 |
4 |
12.0 |
3 |
75 |
5 |
1.4 |
1 |
85 |
6 |
0.9 |
1 |
85 |
Задача 2.
Визначити, як зміниться тривалість технологічного циклу в результаті зміни виробничих умов на підприємстві за такими вихідними даними: величина партії деталей складає 50 шт., вид руху деталей - паралельний, технологічний процес складається із семи операцій. Тривалість операцій (у хв.) становить: ti = 3; t2 = 7; t3 = 5; t4 = 6; t5 = 2; t6 = 3; t7 - 6. Технічна реструктуризація привела до зміни умов виробництва, що дозволило величину партії деталей подвоїти, а операцію №2 розділити на дві самостійні операції тривалістю 3 і 4 хв.
Задача 3.
Тривалість складання приладу на пульсуючому конвеєрі 45 хв. Швидкість руху конвейера 6 м/хв. Час переміщення приладу з одного робочого місця на інше в п'ять разів менший за час виконання кожної операції. Крок конвейєра 1,8 м. Режим роботи лінії двозмінний. Регламентовані перерви на відпочинок - 20 хв. за зміну. Визначити число робочих місць на лінії i випуск приладів із конвейера за добу.
Задача 4.
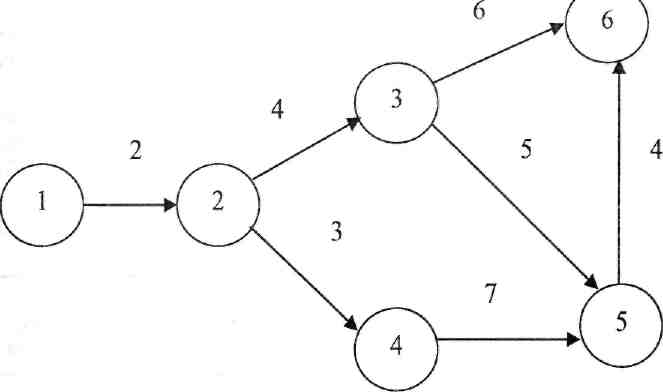
Технологічна підготовка виробництва включає сім робіт, тривалість яких відображено на рисунку.
Визначити ранній і пізній строки здійснення подій третьої і п'ятої (тривалість робіт указана в тижнях).
Задача 5.
Виробнича програма цеху об'єднує п'ять груп деталей, які подібні між собою конструктивно і технологічно. Продуктивність контролю по групах деталей характеризується такими даними:
Таблиця Вихідні дані до задачі 1
№ групи |
Програма випуску деталей за рік |
Кількість вибірки |
Час на перевірку однієї деталі, год. |
Загальна трудоміст-кість контролю, год. |
1 2 3 4 5 |
100000 70000 50000 20000 40000 |
0,1 0,2 0,4 0,3 0,2 |
0,07 0,08 0,06 0,10 0,09 |
700 1120 1200 600 720 |
Разом |
4340 |
|||
Визначити необхідну кількість контролерів для цеху при середньому коефіцієнті використання робочого часу контролерів 0,9 і коефіцієнті додаткового часу (на обхід робочих місць, оформлення документації і т. д.) рівному 0,3.
Задача 6.
Місячна програма токарної дільниці механічного цеху - 5000 шестерень. Трудомісткість однієї токарної операції 0,7 нормо-год. Режим роботи устаткування - 2 зміни. Дійсний фонд часу - 330 год. Запланована норма виробітку становить 102 %. Визначити розрахункову і фактично прийняту кількість верстатів та коефіцієнт завантаження всієї групи верстатів.
Задача 7.
Визначити структуру галузей та напрям спеціалізації сільськогосподарського виробництва