

2.11. Определение размеров, допусков
на размеры и расположение шпоночных пазов вала
тихоходной ступени редуктора
В машиностроении наибольшее применение получили соединения с призматическими шпонками. Размеры призматических шпонок и пазов регламентированы ГОСТ 23360 — 78.
Выбор посадки шпоночного соединения определяется конкретными условиями сборки. Для серийного и массового производства рекомендуется сопряжение шпонки с пазом вала по посадке N9/h9, а с пазом втулки — по Js9/h9 или D10/ п9 (если длина шпонки более чем в 2 раза превышает диаметр вала).
Кроме допусков на размеры пазов устанавливаются допуски на их расположение: допуск симметричности шпоночного паза относительно оси вала Гсим < 277? и допуск параллельности плоскости симметрии паза относительно оси шпоночного паза Гпар < 0,5 77?, где 77? — допуск на ширину шпоночного паза.
На рабочих чертежах вместо глубины пазов вала t{ и втулки t2 разрешается проставлять размеры d — t, и d — t2 соответственно.
Пример 16
Установить размеры, допуски на размеры и расположение шпоночного паза вала (рис. 2.7).
Исходные данные: диаметр вала 50 мм; длина шпонки 56 мм. Поле допуска по ширине шпоночного паза N9.
По табл. 4.6.4 [2, с. 235] определяем ширину Ь, высоту Л шпонки, глубину паза вала tг, радиус закругления i?mjn: b = 14 мм, л = 9 мм, tt = 5,5 мм, Rmin = 0,25 мм, d — tx — 44,5 мм.
По табл. 1.37 [1, с. 127] определяем предельные отклонения ширины паза вала 14N9(_0043), откуда допуск на ширину шпоночного паза 77? = 43 мкм. Определяем допуски: Гсим<277? = 86 мкм, Г < 0,577? = = 21,5 мкм.
Округляем полученные величины до стандартных числовых значений допусков формы и расположения (см. табл. 2.6 [ 1, с. 366]):
42
43
^сим = 80 мкм = 0,08 мм,
Тщцэ = 20 мкм = 0i 02 мм .
По табл. 4.66 [2, с. 238] определяем предельные отклонения на размер:
d-f1=50-5l5 = 44,5_a2 .
Предельные отклонения на длину шпоночного паза устанавлива-емпо Н15.
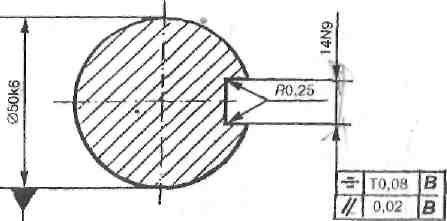
Рис. 2.7. Размеры, допуски на размеры и расположение шпоночного паза
2.12. Радиусы закругления, фаски и допуски на несоп-рягаемые размеры
Рекомендации по размерам входных фасок для деталей, собираемых под прессом, представлены в табл. 1.108 [1, с. 337]. Под прессом собираются детали, сопрягаемые по переходным посадкам и посадкам с натягом.
Фаски для свободных размеров и для деталей, сопрягаемых с зазором, а также рекомендуемые радиусы закруглений вала и втулки приведены в табл. 4.97 [2, с. 299].
Рекомендации по установлению предельных отклонений на не-сопрягаемые размеры даны в ГОСТ 25670 — 83 [1, с. 171].
2.13. Оформление рабочего чертежа вала тихоходной ступени редуктора
Рабочий чертеж вала рекомендуется оформлять на листе формата A3 (297 х 420). Требования к оформлению рабочих чертежей изло-
жены в третьей и четвертой группах стандартов ЕСКД. Содержание этих стандартов приводится в справочниках по машиностроительному черчению (см., например, [4]).
На рабочем чертеже вала должны быть указаны: номинальные размеры (согласно варианту), предельные отклонения размеров, определенные в пп. 2.6, 2.7,2.10, 2.11; допуски формы и расположения поверхностей, определенные в пп. 2.5,2.8,2.11; требования к шероховатости поверхностей (см. п. 2.8); радиусы закруглений, фаски и допуски на несопрягаемые размеры (см. п. 2.12).
2.14. Оформление пояснительной записки
2.14.1. Структура пояснительной записки
Пояснительная записка должна содержать:
титульный лист (см. приложение 5);
реферат;
содержание;
введение;
основную часть;
заключение;
список использованных источников.
2.14.2. Реферат
Реферат должен содержать сведения об объеме пояснительной записки; количестве таблиц, рисунков, чертежей; количестве использованных источников; перечень ключевых слов.
2.14.3. Содержание
Содержание включает наименование всех разделов с указанием номеров страниц, на которых размещается начало материала раздела.
2.14.4. Введение
Введение должно содержать задания и исходные данные для выполнения курсовой работы.
2.14.5. Основная часть
В основной части должны быть отражены методы решения задач методы расчета, соответствие принятых решений требованиям ГОСТа. Основная часть должна состоять из разделов, соответствующих заданию на курсовое проектирование.
2.14.6. Заключение
Заключение должно содержать краткие выводы по результатам выполненной курсовой работы.
44
4 5
2.14.7. Правила оформления пояснительной записки
Пояснительная записка должна быть оформлена на одной стороне листа формата А4.
Текст записки следует оформлять, соблюдая следующие размеры полей: левое — не менее 30 мм, правое — не менее 10 мм, верхнее — не менее 15 мм, нижнее — не менее 20 мм.
Текст основной части делят на разделы, подразделы, пункты.
Разделы должны иметь порядковую нумерацию в пределах всей пояснительной записки. Введение и заключение не нумеруются. Подразделы нумеруются в пределах каждого раздела, пункты — внутри подразделов, Например, 1.1.3 (третий пункт первого подраздела первого раздела).
Иллюстрации (кроме таблиц) обозначаются словом «Рис.» с соответствующим номером под иллюстрацией.
Таблицы нумеруются последовательно арабскими цифрами. В правом верхнем углу таблицы помещают надпись «Таблица» с соответствующим номером.
Страницы записки нумеруются арабскими цифрами, Титульный лист включают в общую нумерацию отчета. На титульном листе номер не ставят, на последующих страницах номер проставляют в правом верхнем углу (в пределах рамки).
Приложение 1
Рекомендуемые посадки радиально-упорных роликовых подшипников
Вид нагружения |
Режим работы |
Рекомендуемые посадки |
Посадки на вал |
||
Местное |
Легкий Р/С < 0,07 |
ШЛ7, L6/f6, L5/g5 |
Нормальный 0,07 < Р/С < 0,15 |
L0/g6, L6/g6, L5/g5 |
|
Тяжелый Р/С> 0,15 |
L0/h7, L6/h6, L5/h5 |
|
Циркуляционное |
Легкий Р/С < 0,07 |
L0/js6, L6/js6, L5/js5 |
Нормальный 0,07 < Р/С < 0,15 |
irj/k6,-L6/k6, L5/k5 |
|
Тяжелый Р/С > 0,15 |
L0/m6, L6/m6, L5/m5 |
|
Тяжелый при ударных и вибрационных нагрузках |
L0/n6, L6/n6,L5/n5 |
|
Колебательн ое |
При всех режимах работы |
L0/js6, L6/js6, L5/js5 |
Посадки в корпус |
||
Местное |
Легкий Р/С < 0,07 |
С7Л0, G7/16, G6/15 |
Нормальный 0,07 < Р/С < 0,15 |
H7/10, H7/16, H6/15 |
|
Тяжелый Р/0 0,15 |
Js7/10, Js7/16, Js6/15 |
|
Циркуляционное |
Легкий Р/С < 0,15 |
К7Л0, К7Л6, K6/15 |
Нормальный 0,07 < Р/С ^0,15 |
M7/10, M7/16, M6/15 |
|
Тяжелый Р/С>0,15 |
N7/10, Ы7Л6, N6/15 |
|
Тяжелый при ударных и вибрационных нагрузках |
Р7Л0, P7/16, P6/15 |
|
Колебательное |
При всех режимах работы |
Js7/10, Js/16, Js6/15 |
Приложение 2
Допуски формы (круглости и цилиндричности) посадочных поверхностей, мкм
Интервалы номинальных диаметров d и D, мм |
Валов |
Отверстий корпусов |
||
Классы точности подшипников |
||||
0 и 6 |
5и 4 |
Оиб |
5 и 4 |
|
Свыше 18 до 30 |
3,5 |
1,5 |
5,0 |
2,0 |
Свыше 30 до 50 |
4,0 |
2,0 |
6,0 |
2,5 |
Свыше 50 до 80 |
5,0 |
2,0 |
7,5 |
3,0 |
Свыше 80 до 120 |
6,0 |
2,5 |
9,0 |
3,5 |
Свыше 120 до 180 |
6,0 |
3,0 |
10,0 |
4,0 |
47
Приложение 3
Допуски торцевого биения заплечиков, мкм
Интервалы номинальных диаметров d и D, мм |
Валов |
Отверстий корпусов |
||||
Классы точности подшипников |
||||||
0 |
6 |
5 |
0 |
6 |
5 |
|
Свыше 18 до 30 |
20 |
12 |
6 |
30 |
20 |
8 |
Свыше 30 до 50 |
25 |
16 |
6 |
40 |
25- |
10 |
Свыше 50 до 80 |
30 |
20 |
8 |
40 |
30 |
12 |
Свыше 80 до 120 |
30 |
20 |
10 |
50 |
30 |
16 |
Свыше 120 до 180 |
40 |
16 |
12 |
60 |
40 |
16 |
Приложение 5 (рекомендуемое)
Московский государственный университет печати Факультет полиграфической техники и технологии
Приложение 4
Биение базового торца кольца подшипника относительно отверстия, мкм
Основы взаимозаменяемости
Класс точности подшипника |
Номинальный диаметр отверстия, мм |
||
свыше 18 до 30 |
свыше 30 до 50 |
свыше 50 до 80 |
|
Р6 |
15 |
16 |
20 |
Р0 |
30 |
35 |
40 |
Курсовая работа
 Приложение
5
Приложение
5
Биение наружной цилиндрической поверхности подшипника относительно
базового торца, мкм
Класс точности подшипника |
Номинальный диаметр отверстия, мм |
||
Свыше 50 до 80 |
Свыше 80 до 120 |
Свыше 120 до 150 |
|
Р6 |
15 |
18 |
20 |
Р0 |
25 |
35 |
40 |
*
Исполнитель — студент Иванов И.И.
Зачетная книжка; МД-000-00000
ГруппаДМ-3-0
Вариант № 00
Москва, МГУП, 2006
49