

Кожен сенсор має два канали вимірювань. Кількість сенсорів, як первинних так і вторинних складає від 12 до 96. Канали сенсора незалежні і призначені для різних напрямків магнітних полів.
Поршні «СDР» виготовляють у трьох видах. Поршні розміром від 100 до 350 мм складаються з чотирьох секцій (рисунок 1.17), розміром від 400 до 450 мм – з двох (рисунок 1.18). Для виявлення вузьких поздовжніх дефектів фірма «РОЗЕН» розробила дефектоскоп (рисунок 1.19) із поперечним магнітним полем (перпендикулярним до осі трубопроводу). Починаючи з 20 дюймів, поршні односекційні (рисунок 1.19).

Рисунок 1.17 – Магнітний дефектоскоп для виявлення поздовжніх дефектів

Рисунок 1.18 – Магнітний дефектоскоп із контрольованим байпасом для зниження швидкості його руху
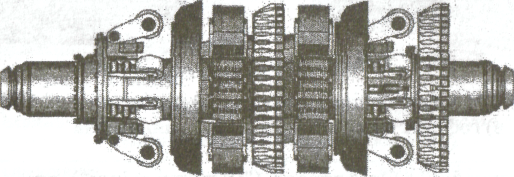
Рисунок 1.19 – Дефектоскоп, який працює на принципі розтікання магнітного поля
На результати діагностування втрат металу у трубопроводі суттєво впливає швидкість руху поршня. Оскільки швидкість, з якою дефектоскоп рухається у трубопроводі, залежить від швидкості руху нафти або газу, то особливо під час діагностування газопроводів необхідно зменшувати швидкість руху поршня в міру його віддалення від місця запуску. Отримані дані діагностування попередньо аналізують на місці. Перша роздруківка складається вибірково. Це дозволяє негайно одержати перші калібрувальні дані дефектів. Починаючи з кінця 90-х років з'явились дефектоскопи з поперечним намагнічуванням (дефектоскопи серії ДМТП ВО «Спецнафтогаз»), які використовують для виявлення повздовжніх тріщин і стрес-корозійних дефектів на магістральних газопроводах.
ВО «Спецнафтогаз» для діагностики магістральних газопроводів використовує внутрішньотрубні снаряди власної розробки і виготовлення, які забезпечують виконання всієї послідовності технологічних операцій: калібрування, очистка, профілометрія, магнітна підготовка металу, магнітна дефектоскопія високої роздільної здатності.
До таблиці 1.50 зведено основні технічні дані магнітних снарядів-дефектоскопів з поперечним намагнічуванням.
Таблиця 1.50 – Основні технічні дані магнітних снарядів-дефектоскопів з поперечним намагнічуванням
Виявлені особливості |
Аномалії стінки труби, орієнтовані в поздовжньому напрямку: тріщини, зони стрес-корозійних пошкоджень, недосконалості поздовжніх зварних швів |
1 |
2 |
Мінімальний прохідний переріз |
90 % від зовнішнього діаметра |
Мінімальний радіус повороту |
3 зовнішніх діаметри при повороті на 90° |
Максимальний тиск |
8 МПа |
Рекомендована швидкість пропускання |
Від 0,5 до 1,5м/с |
Мінімальні розміри виявлених дефектів у трубопроводі з товщиною стінки t (довжина×ширина×глибина) |
|
Тріщина поздовжня |
3t×0t×0,2t |
Канавка поздовжня |
3t×1t×0,1t |
Закінчення таблиці 1.50
1 |
2 |
Похибки визначення розмірів |
|
Глибина дефекту |
± 0,1t |
Довжина дефекту |
± 10 мм |
Розмагнічування після обстеження. Після обстеження трубопроводів на трубі залишається залишкове намагнічення. Фірма «РОЗЕН» розробила розмагнічувальний поршень, який розмагнічує ділянку до нижчих параметрів шляхом зміни напрямку магнітного поля.