

Опціональні адреси.
Наступні адреси можна програмувати вибірково.
І, К припуск на чистову обробку по X (щодо радіуса) і Z.
Н,W ламання стружки (рисунок G65.3).
Н указує довжину відрізка в напрямку Z, після проходження якого подача переривається на ламання стружки; № визначає відрізок, на який повертається інструмент. Н i W повинні програмуватися разом.
C дегресія глибина різання (рисунок G65.4). Під адресою C програмується значення, на яке зменшується глибина різання D після кожного проходу. Якщо програмується адреса C, то необхідно програмувати й адреси D i V.
V мінімальна глибина різання (рисунок G65.4).
V визначає мінімальну глибину різання. Величина D завдяки дегресії C зменшується до значення V. Якщо програмується V, то варто також програмувати D і С.
L оптимізація залишкової стружки (рисунок G65.5)
Під адресою L програмується відсоток від значення глибина різання D (ціле число від 1 до 100). У цьому випадку керування збільшує глибину різання для зняття залишкової стружки. При чорновому обточуванні, завдяки цьому, може бути зекономлений один робочий хід.
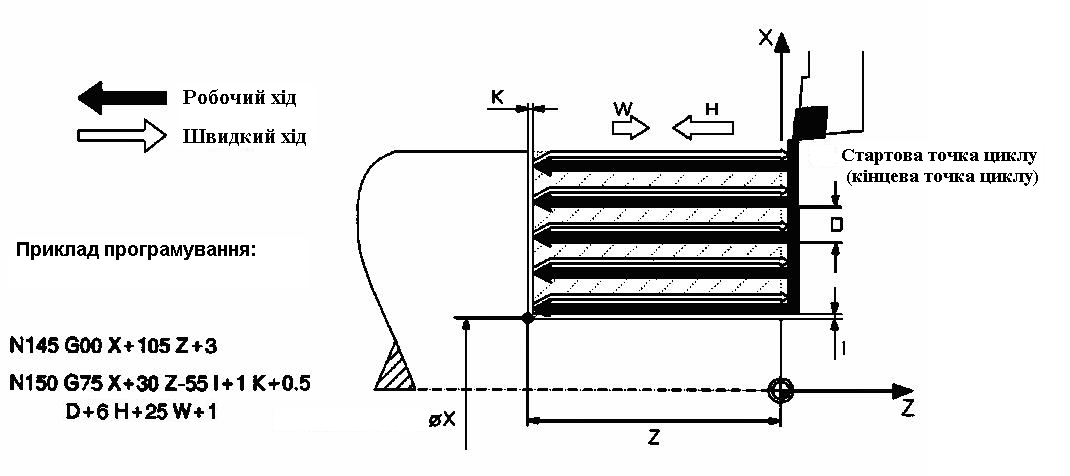
Рисунок G 75.1
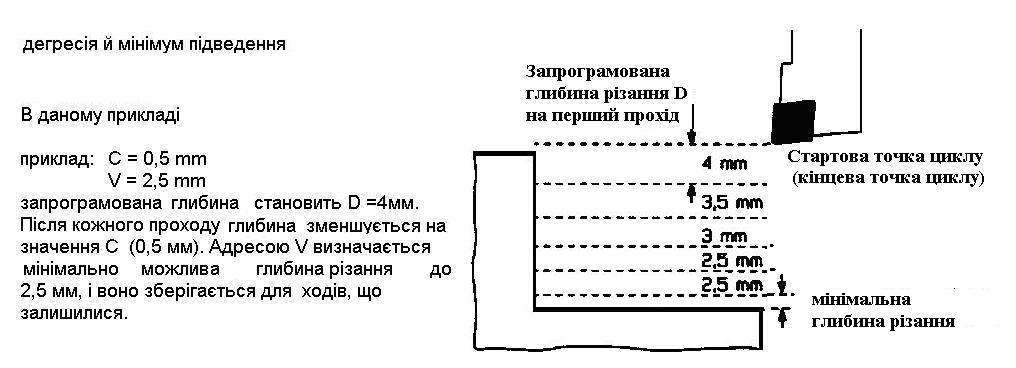
Рисунок G 75.2
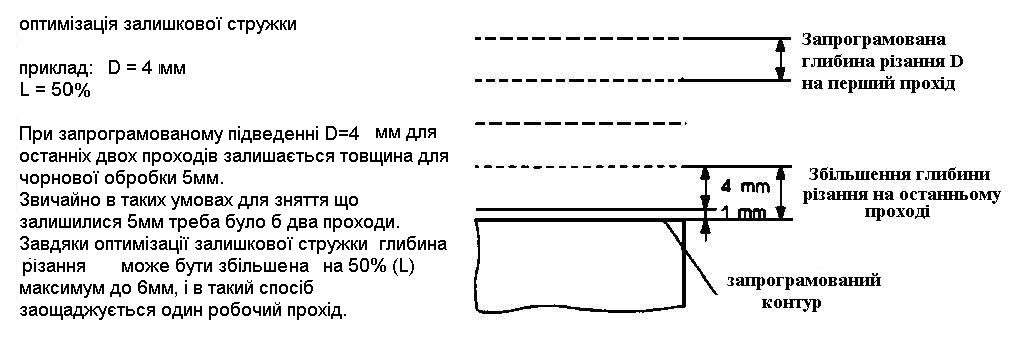
Рисунок G 75.3
Функція:
Кадр програми ЧПК.
Адреси.
Опціональні адреси.
Опис.
Вказівки по програмуванню.
Цикл поздовжнього чорнового обточування - паралельно вісям G75.
За допомогою команди G75 можна програмувати чорновий цикл для попереднього обточування деталей із прямокутним контуром як для зовнішньої, так і для внутрішньої обробки.
G75 X... Z...S... /D...
[I...] [К...] [Н..W..] [С...V...] [L..]
Х, Z координати кінцевої точки.
S кількість необхідних проходів - альтернативно може програмуватися адреса D.
D після кожного робочого проходу виконується глибина різання в напрямку X на глибину різання D - альтернативно можна програмувати адресу S. При відпрацьовуванні циклу глибина різання може відхилятися від запрограмованого значення D в залежності від опціональних адрес С, V і L.
I, K припуски на чистову обробку по X (щодо радіуса) і Z.
Н, W ламання стружки (цикл поздовжнього чорнового обточування G65) Адреса Н визначає довжину відрізка в напрямку Z, після проходження якого рух подачі переривається на ламання стружки; адреса W визначає відрізок, на який повертається інструмент. Ці адреси повинні програмуватися разом.
C дегресія глибина різання (рисунок G75.2). Під адресою C програмується значення, на яке повинна зменшуватися глибина різання D після кожного проходу. При програмуванні адреси C необхідно програмувати адреси D i V.
V мінімум глибина різання (рисунок G75.2). Адреса V визначає мінімальну глибину різання. Таким чином, завдяки дегресії C глибина різання D максимально зменшується до значення V. При програмуванні адреси V необхідно програмувати адреси D и С.
L оптимізація залишкової стружки (рисунок G75.3). Під адресою L програмується відсоток від значення глибини різання D (ціле число від 1 до 100). У цьому випадку керування збільшує глибину різання для зняття останнього шару стружки максимально на значення, запрограмоване під адресою L. Завдяки цьому деталь може бути оброблена до кінцевого розміру з економією одного проходу.
При виклику циклу стартова точка задається по координаті Х на діаметр поверхні, яку потрібно обробити; по координаті Z на 1 – 2 мм від торця деталі. Після виконання циклу різець повертається в початкову, (стартову) точку
Кількість необхідних проходів програмується або адресою S, або обчислюється керуванням з даних глибина різання D і в даному випадку опціональних адрес С, V і L.
Подачу й швидкість різання варто програмувати в попередньому кадрі програми ЧПК.
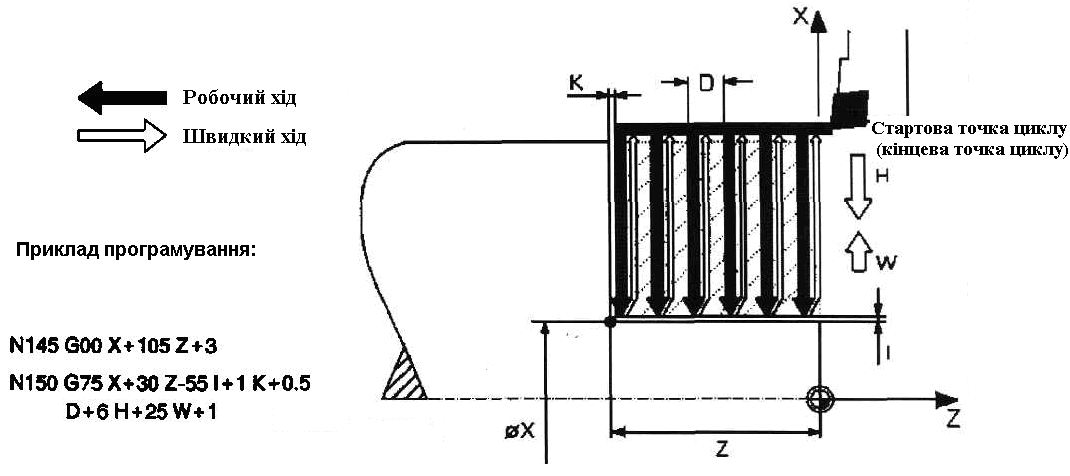
Рисунок G 76.1

Рисунок G 76.2
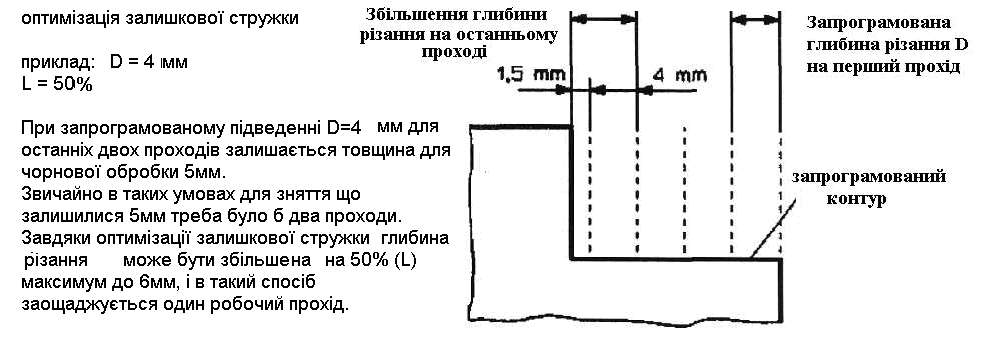
Рисунок G 76.3
Довідниково
– методичний посібник