

§ 13. Измерение зазоров
От величины и равномерности воздушного зазора зависят коммутация машины, ток возбуждения, возможность задевания якоря (ротора) о полюса (статор), поэтому следует периодически проверять воздушные зазоры. Измерение зазоров между статором и ротором производится как со стороны механизма, так и со стороны коллектора (контактных колец). В небольших двигателях оно выполняется в четырех местах, по горизонтальному и вертикальному диаметрам, а в более крупных машинах — в шести - восьми местах.
Зазор между полюсами и якорем в машинах постоянного тока измеряется между всеми полюсами и якорем. Измерение зазоров повторяют трижды, каждый раз сдвигая ротор или якорь на 120°.
Воздушный зазор должен быть равномерным, в пределах значений, представленных в табл. 10.
Таблица 10. Воздушные зазоры в электрических машинах
Воздушный зазор, мм |
|||||
Мощность машины, кВт |
Машины постоянного тока |
Синхронные машины |
Мощность машины, кВт |
Асинхронные машины |
|
между якорем и главными полюсами |
между статором и ротором |
между статором и ротором |
|||
при частоте вращения, об/мин |
|||||
500 … 1500 |
3000 |
||||
До 50 |
1,5 … 3,0 |
0 12 … 0,25 |
0,2 … 0,3 |
0,25 … 0,4 |
|
50 … 200 |
3,0 … 5,0 |
0,5 … 0,75 |
0,25 … 0,4 |
0,3 … 0,5 |
|
Более 200 |
5,0… 10,0 |
1 … 2 |
0,3 … 0,5 |
0,35 … 0,5 |
|
|
2 … 7,5 |
0,35 … 0,65 |
0,5 … 0,8 |
||
10 … 15 |
0,4 … 0,65 |
0,65 … 1,0 |
|||
20 … 40 |
0,5 … 0,8 |
0,8 … 1,25 |
|||
50 … 75 |
0,65 … 1,00 |
1,00 … 1,50 |
|||
100 |
0,80 … 1,25 |
1,25 … 1,75 |
|||
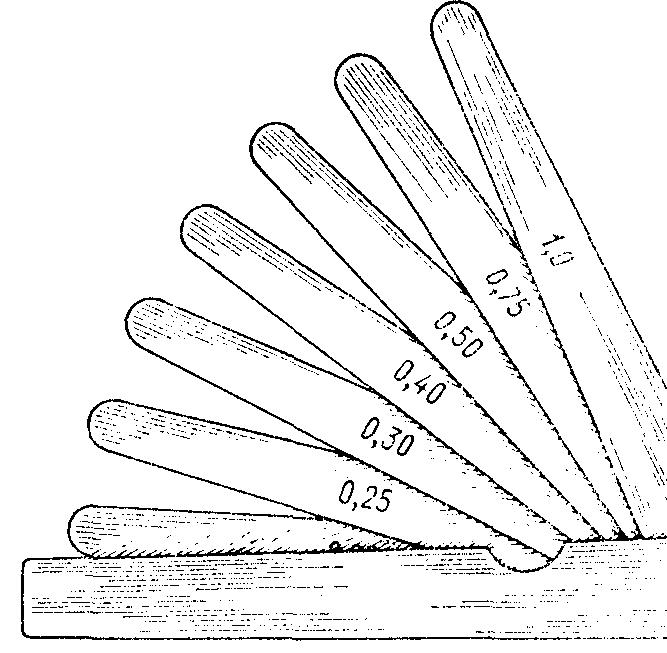
Измерение зазоров производится с помощью набора щупов — калиброванных пластинок, отличающихся друг от друга толщиной.
Для получения более точных измерений щуп следует направлять параллельно оси машины; щуп должен соприкасаться со сталью статора (полюсов) и ротора (якоря) в местах, свободных от лака и грязи, и не должен попадать на пазовый клин или бандаж.
В процессе эксплуатации необходимо производить замер всегда при одних и тех же положениях ротора (якоря) по отношению к статору (полюсам). Для этого на машине делают соответствующие пометки прочной краской.
Для определения недопустимой неравномерности зазоров следует вычислить отношение разности между величинами наибольшего (или наименьшего) и среднего зазоров к величине среднего зазора.
Пусть, например, зазоры между ротором и статором, измеренные в четырех точках, составляют 0,90; 0,70; 0,75; 0,85 мм.
Среднее значение зазора составит:
![]() мм.
мм.
Наибольшая неравномерность:
![]()
Е сли
наибольшая неравномерность зазора
превышает указанную в формуляре,
это свидетельствует о наличии
эксцентричности поверхности статора
или ротора.
сли
наибольшая неравномерность зазора
превышает указанную в формуляре,
это свидетельствует о наличии
эксцентричности поверхности статора
или ротора.
Для выявления эксцентричности расточки статора окружность последнего разделяют на несколько частей — рис. 7.
К каждой точке статора подводят одну и ту же точку ротора р и производят измерения зазоров.
Рис. 7. Определение эксцентричности
статора и ротора
Для проверки эксцентричности ротора разделяют на столько же равных частей его окружность, каждую из точек ротора подводят к одной и той же точке статора с и производят измерения.
За среднюю величину зазора следует принимать среднее арифметическое всех значений измеренных зазоров.
У электродвигателей, не имеющих специальных или смотровых люков в торцовых щитах, зазор измеряют после их разборки. Для этого укладывают ротор непосредственно на статор и замеряют зазор s1 против самой верхней расточки статора. Затем ротор поворачивают на 90° и вновь замеряют зазор s2 против той же точки статора и т. д.
Средний зазор составляет:
sср
=
![]()
Зазоры шарико- и роликоподшипник (между обоймами и телом качения) измеряются с помощью пластинок щупа, которые заводятся в промежуток между телами качения, а затем вал повертывается и пластинка щупа проходит в зазор между обоймой я телом качения. Рекомендуется не допускать увеличения зазора свыше:
0,1 мм — для валов диаметром до 25 мм;
0,2 мм — для валов диаметрам до 100 мм;
0,3 мм — для валов диаметрам свыше 100 мм.
При работе машины якорь (ротор) под влиянием магнитных сил стремится установиться так, чтобы получалась наибольшая магнитная проводимость цепи. Это соответствует такому взаимному положению якоря и индуктора, при котором совпадают перпендикулярные валу плоскости симметрии активной стали якоря и индуктора.
Если осевые зазоры недостаточны, то галтели вала, вследствие его нагревания при работе машины, могут упираться в кольца подшипников и вызывать повреждения машины. Поэтому внешнее кольцо одного из подшипников закрепляется для предотвращения его перемещения в осевом направлении, а внешнее кольцо второго подшипника имеет осевой зазор. Значение осевых зазоров дает завод-изготовитель. При отсутствии таких данных обычно исходят из предположения, что вал удлиняется на
0,5 мм на 1 м длины при повышений его температуры на 40°С.