

Анодно-механическая обработка
Анодно-механическая обработка основана на сочетании электротермических и электромеханических процессов .
Заготовку подключают к аноду, а инструмент – к катоду. В качестве инструмента используют металлические диски, цилиндры, ленты, проволоку.
Обработку ведут в среде электролита ( водный раствор жидкого натриевого стекла).
Рабочие движения, как при механической обработке резанием.
Электролит в зону обработки подают через сопло ( рис. 11.8).
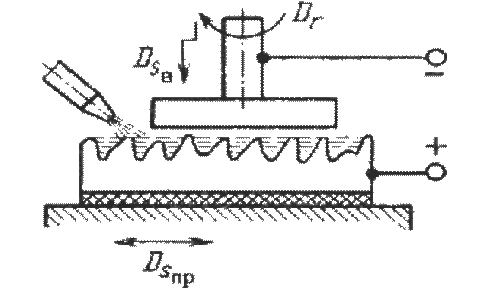
Рис. 11.8. Схема анодно-механической обработки плоской поверхности.
При соприкосновении инструмента с микронеровностями заготовки происходит электроэрозия. Продукты электроэрозии и анодного растворения удаляются при относительных движениях инструмента и заготовки.
Лучевые методы обработки
Электроннолучевая обработка – основана на превращении кинетической энергии направленного пучка электронов в тепловую энергию. Схема электроннолучевой обработки представлена на рис. 11.9.
Электронный луч образуется за счет эмиссии электронов с нагретого в вакууме катода. Он с помощью электростатических и электромагнитных линз фокусируется на заготовке.
Электроннолучевой метод эффективен при обработке отверстий диаметром 1…0,010 мм, при прорезании пазов, резке заготовок, изготовлении тонких пленок и сеток из фольги, изготовлении заготовок из труднообрабатываемых металлов и сплавов, керамики, кварца, полупроводникового материала.
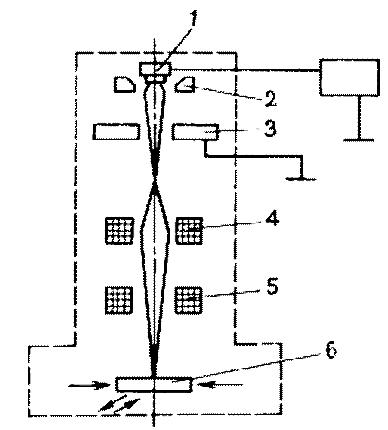
Рис. 11.9. Схема установки для электроннолучевой сварки: 1 – катод электронной пушки; 2 – электрод; 3 – анод; 4 и 5 – отклоняющая магнитная система; 6 – заготовка
Лазерная обработка – основана на тепловом воздействии светового луча высокой энергии на поверхность заготовки. Источником светового излучения служит лазер – оптический квантовый генератор.
Энергия светового луча не велика 20…100 Дж, но она выделяется в миллионные доли секунды и сосредотачивается в луче диаметром 0,01 мм. Поэтому температура в зоне контакта 6000…8000 0С.
Слой металла мгновенно расплавляется и испаряется.
Плазменная обработка
Сущность обработки заключается в том, что плазму направляют на обрабатываемую поверхность.
Плазменная струя представляет собой направленный поток частично или полностью ионизированного газа, имеющего температуру 10000…20000 0С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. В качестве плазмообразующих газов используют азот, аргон, водород, гелий, воздух и их смеси.
С помощью этого метода прошиваются отверстия, вырезаются заготовки из листового материала, производится точение в заготовках из любых материалов.
Плазменное напыление.
Этот вид обработки осуществляется с целью получения заданных размеров В камеру плазматрона подается порошкообразный конструкционный материал и инертный газ под давлением.
Под действием дугового разряда конструкционный материал плавится и переходит в состояние плазмы; струя плазмы сжимается в плазматроне газом. Выходя из сопла, струя направляется на обрабатываемую заготовку
Материалы порошковой металлургии
Порошковая металлургия – область техники, охватывающая процессы получения порошков металлов и металлоподобных соединений и процессы изготовления изделий из них без расплавления.
Основными достоинствами технологии производства изделий методом порошковой металлургии являются
возможность изготовления деталей из тугоплавких металлов и соединений, когда другие методы использовать невозможно;
значительная экономия металла за счет получения изделий высокой точности, в минимальной степени нуждающихся в последующей механической обработке (отходы составляют не более 1…3 %);
возможность получения материалов максимальной чистоты;
простота технологии порошковой металлургии.
Методом порошковой металлургии изготавливают твердые сплавы, пористые материалы: антифрикционные и фрикционные, фильтры; электропроводники, конструкционные детали, в том числе работающие при высоких температурах и в агрессивных средах.