

9. Ультразвуковые методы контроля
Ультразвуковые колебания применяются в дефектоскопии благодаря свойству не затухания при распространении ультразвука в однородной упругой среде, а на разделе двух сред - полного отражения. С помощью ультразвука можно исследовать детали больших размеров (до 8-10 м) и выявлять дефекты до 10-6 мм. Ультразвук позволяет выявлять не только уже образовавшиеся дефекты, но и определить момент повышенной усталости металла, что может привести к выходу из строи узла или детали. Причем для контроля нет необходимости разбирать узлы.
В последние годы широкое применение в дефектоскопии нашли волны Рэлея и Лемба.
Рэлеевы волны применяются для контроля дефектов поверхности и поверхностного слоя металла: трещины, царапины, пустотелы полости, расслоения, инородные включения, мелкие усталостные трещины. Ультразвуковые волны Лемба в ультразвуковой дефектоскопии используются для определения упругих и термоупругих характеристик металлов.
Теневой метод контроля основан на ослаблении проходящих ультразвуковых волн при наличии внутри детали дефектов, создающих ультразвуковую тень.
На рис.1 приведена схема теневого метода. Здесь используются два преобразователя - одни излучает УЗК, а другой - принимает. Для введения УЗК и их приема используются специальные искательные головки. Акустический контакт головок с листом осуществляется через жидкостный мениск.
Используется данный метод для обнаружения расслоений длиной до 30 мм и шириной до 2 мм у листов. Скорость контроля составляет 10 м/мин при толщине листа 1-10 мм и его ширине 1-3 мм.
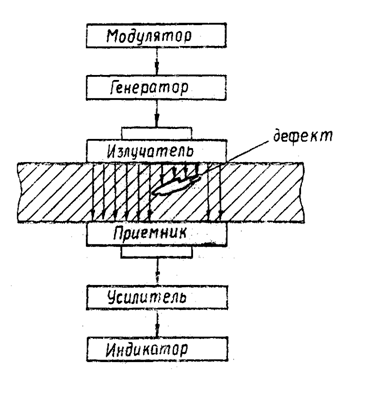
Рис.1. Схема теневого метода
Импульсный метод (эхо-метод) ультразвукового контроля основан на явлении отражения ультразвуковых волн. Высокочастотный генератор вырабатывает кратковременные импульсы, которые посылаются излучателем (рис.2). Отраженный от дефекта, импульс возвращается к излучателю, который сейчас работает на прием, и усиливается усилителем. Усиленный сигнал подается на отклоняющие пластины электроннолучевой трубки. Работой ВЧ-генератора управляет синхронизатор, который формирует с определенной частотой следования высокочастотные импульсы. Одновременно синхронизатор запускает блок развертки. Если в заготовке нет дефектов, то на экране осциллографа будет 2-а импульса (а), отраженные от поверхности заготовки. При появлении дефекта появляется третий импульс, отраженный от дефекта (б).
Импульсный метод имеет ряд преимуществ перед теневым. Позволяет исследовать изделия при одностороннем доступе к ним. Чувствительность метода намного выше чувствительности теневого метода.
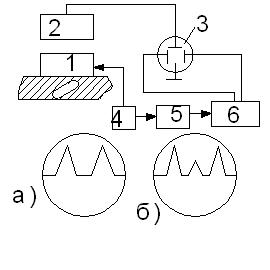
Рис.2. Схема импульсного метода (эхо-метод): 1 - приемник излучатель,2 –усилитель, 2 - электронно-лучевая трубка осциллографа, 4 - генератор ультразвуковых колебаний, 5 - блок синхронизации, 6 - блок развертки
10. Магнитные методы контроля
Магнитные методы контроля применяются для ферромагнитных материалов. Они основаны на измерении и анализе результатов взаимодействия электромагнитного поля с контролируемым объектом. При наличии в металле несплошностей, вследствие меньшей магнитной проницаемости дефекта, магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния (рис.1).
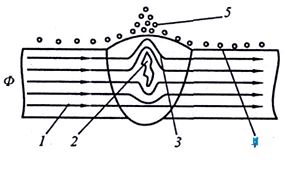
Рис.1. Схема магнитного контроля: 1 - магнитное поле; 2 - дефект; 3 - искажение магнитного поля; 4 - магнитный порошок; 5 - скопление порошка
Детали намагничивают постоянным или переменным или комбинированным магнитным полем. После контроля детали размагничивают нагревом выше точки Кюри или переменным магнитным полем с равномерно уменьшающейся амплитудой от максимума до нуля.
По приемам регистрации магнитных полей и их неоднородностей магнитные методы контроля подразделяют на магнитопорошковый, магнитографический, магнитоферрозондовый, индукционный, вихретоковый и др.
При магнитопорошковом методе на поверхность намагниченной детали наносят ферромагнитный порошок. Под действием магнитных полей частицы порошка скапливаются над дефектами. Возможно выявление тонких и мелких трещин больше 0,0025 мм.
Можно использовать порошки разного цвета. Для деталей с блестящей светлой поверхностью применяют черный порошок магнетита Fе3О4. При контроле деталей с черной поверхностью используют цветные либо люминисцентные порошки, светящиеся при ультрафиолетовом облучении. Часто для удобства нанесения используют магнитные, в том числе магнитолюминисцентные, суспензии на масляно-керосиновой или водной основе.
Преимущества магнито-порошкового метода: высокая чувствительность к тонким и мелким трещинам, простота, оперативность и наглядность, возможность применения для деталей практически любых форм и размеров.
При магнитографическом методе магнитные поля рассеяния записывают на магнитную ленту, наложенную на участок контроля. Могут использоваться многократно. Записи на ленте преобразуются в электрические сигналы и наблюдаются на экране дефектоскопа. Преимущества магнитографического метода контроля: высокая разрешающая способность (возможность выявления мелких дефектов), возможность регистрации дефектов на сложных поверхностях и в узких зазорах. Недостатки: необходимость вторичного преобразования информации, регистрируются только составляющие магнитных полей вдоль поверхности ленты, сложность размагничивания и хранения ленты - необходимо предотвращать воздействие внешних магнитных полей.
Магнитные методы контроля широко применяются для ферромагнитных материалов, преимущественно для обнаружения поверхностных и подповерхностных дефектов в стыковых швах. Достоинства магнитных методов: высокая производительность, безвредность, экономичность. Основные недостатки: Объемные включения выявляются хуже, чем плоские трещиноподобные.
Вихретоковые методы контроля (или электромагнитные) могут применяться для электропроводных материалов. При воздействии переменного электромагнитного поля, создаваемого генераторной катушкой, в металле контролируемой детали возникают вихревые токи, которые создают свое электромагнитное поле, противодействующее внешнему полю. Поле вихревых токов фиксируется измерительной катушкой. Нарушения сплошности контролируемого изделия увеличивают электрическое сопротивление поверхностного слоя металла, что приводит к ослаблению вихревых токов.
Метод вихревых токов можно использовать для выявления поверхностных и подповерхностных дефектов, в том числе и в неферромагнитных материала, для контроля алюминиевых сплавов. Он применяется для измерения электропроводности металлов, изучения их структуры, физико-механических свойств, твердости, остаточных напряжений после деформации и др.