

28. Основные типовые компоновки ртк и ртл холодной штамповки
Для роботизации холодной штамповки используется примерно 40% промышленных роботов.
Требования к ПР холодной штамповки:
быстродействие
быстрая переналадка, простота смены захватных устройств
не требуется высокая точность позиционирования, так как часто используются трафареты, ловители, упоры и др.элементы штампа
минимальная стоимость при высокой надежности
Зачастую движения роботов однообразны и просты.
Это в основном специализированные или специальные роботы с пневматическим приводом и цикловой системой управления, с электромагнитными, вакуумными – реже – с клещевыми захватами.
Основные типовые компоновки РТК холодной штамповки:
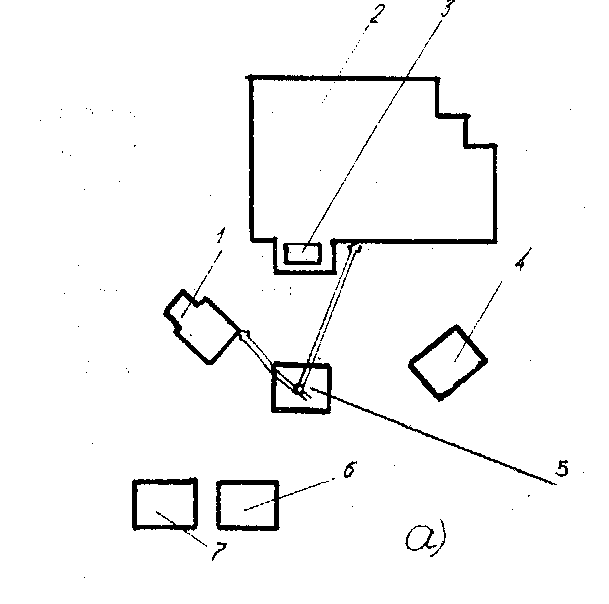
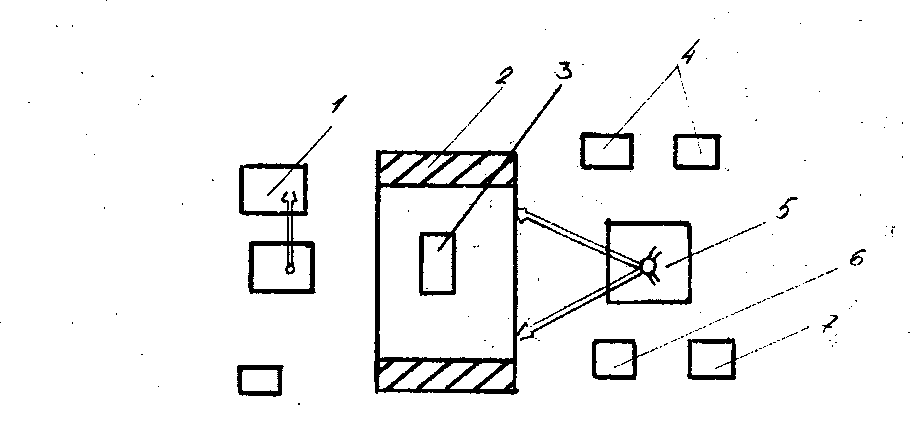
Рис1. Структура робототехнологического штамповочного комплекса
а) на базе открытого пресса и одного робота,
б) на базе закрытого пресса и двух роботов.
1 - загрузочное устройство, 2 - пресс, 3 - штамп, 4 - приемное устройство, 5 – двурукий промышленный робот, 6 - устройство программного управления робота, 7 - шкаф электроавтоматики.
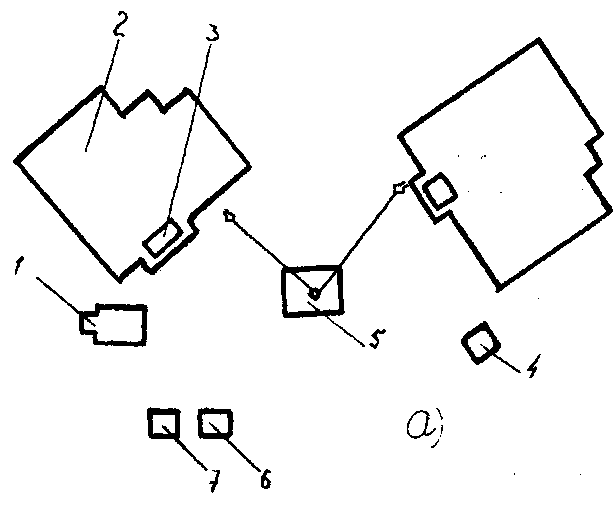

- рис.2 а представлена структура роботизированной линии, состоящей из двух открытых прессов, обслуживаемых одним двуруким роботом.
- рис.2б роботизированная линия, состоящая из двух прессов, обслуживаемых двумя двурукими роботами с передачей полуфабрикатов от пресса к прессу ориентирующе-передающим устройством 8.
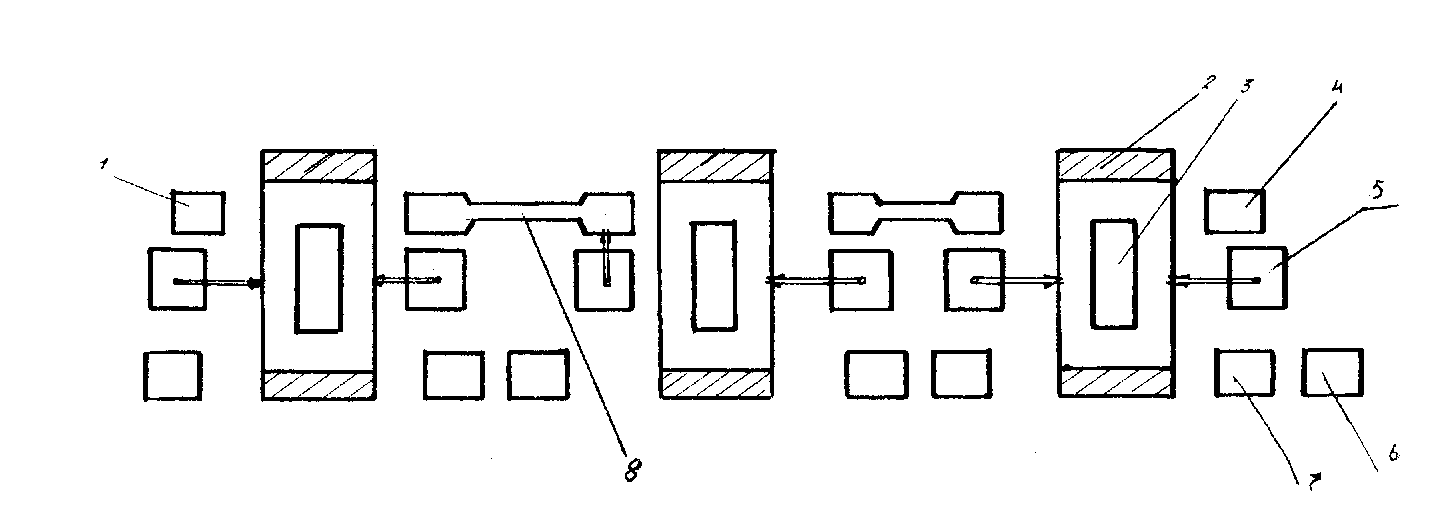
рис.3 - структура многопрессовой роботизированной линии, составленной из закрытых прессов, каждый из которых обслуживается двумя роботами.
29. Роботизация штамповки на молоте и кгшп
При штамповке на высокоскоростных молотах, когда штамповка одноручьевая, роботизация проходит просто - тогда за 1 удар робот укладывает нагретую заготовку в штамп, а затем после штамповки переносит отштампованную поковку в тару. Существенно более сложно роботизировать штамповку на паровоздушных молотах. Сложность заключается в трудности программирования требуемой энергии удара, необходимость штамповки в 1-м ручье за несколько ударов требует применения в молотовых штампах датчиков контроля заполнения гравюры штампа. Как правило, необходимо оснащать паровоздушные молоты выталкивателями поковки из нижней и верхней половины штампа.
РТК для горячей объёмной штамповки создаются главным образом на основе КГШП.
Компоновка РТК с фронтальным расположением манипулятора:
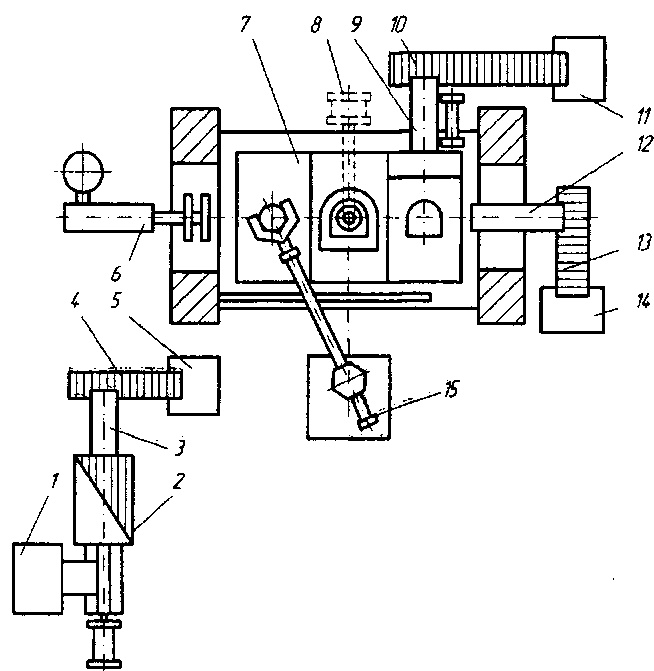
Мерные заготовки загружают в бункер автоматического загрузочного устройства 1, которое поочерёдно подаёт заготовки в индукционный нагреватель 2. Нагретые заготовки от индуктора по лотку 3 и непрерывно двигающемуся конвейеру 4 попадают на приёмный стол 5, где принимают ориентированное положение. Далее манипулятор 6 переносит заготовку на стол КГШП, где в первом ручье штампа 7 проводится осадка, во втором — штамповка и в третьем — обрезка облоя. Автоматическим устройством поковка сбрасывается на лоток 9, а с него попадает по конвейеру 10 в тару 11. Облой ПР 15 удаляется через боковое окно пресса на лоток 12, а затем по конвейеру 13 поступает в тару 14. В процессе работы установкой 8 осуществляются смазывание штампа и обдув штампов. Выталкивание поковки из ручья штампа и подъем над линией разъема для захвата рукой манипулятора проводится выталкивателем. Однако такие компоновки для некоторой номенклатуры нерациональны, так как фронтальная зона пресса должна быть свободна для выполнения технологического процесса, смены и зачистки инструмента. При этом увеличивается время выполнения операции, так как ПР обслуживает последовательно все позиции штамповки и обрезки, и требуется применение многоместных захватных устройств из-за изменения в процессе обработки формы и размеров штампуемой заготовки. РТК, с расположением манипулятора ПР у боковых окон пресса, не имеет указанных недостатков.