

22. Контрольно-блокирующие устройства –лучше взять из конспекта!!!
Устройства для блокировки предназначены для автоматической остановки ползуна пресса в случае отсутствия или неправильного положения заготовки в рабочей зоне штампа, предотвращают поломку элементов автоматизации и технологического оборудования, обеспечивают связь между работой захватного органа и привода. В средствах автоматизации применяются контактные и бесконтактные устройства для контроля и блокировки.
На рис. 1 представлена схема электроблокирующего устройства, которое применяется в многопозиционном прессе. В электрическую цепь включается трансформатор Тр. Параллельно вторичной обмотке трансформатора включены реле Р1 и Р2 (соответствует количеству позиций в прессе) с нормально разомкнутыми контактами K1 и К2. Вторая электрическая цепь образуется путем соединения (параллельно) контактов реле, куда также параллельно подключается электромагнит, управляющий выключателем ползуна пресса.
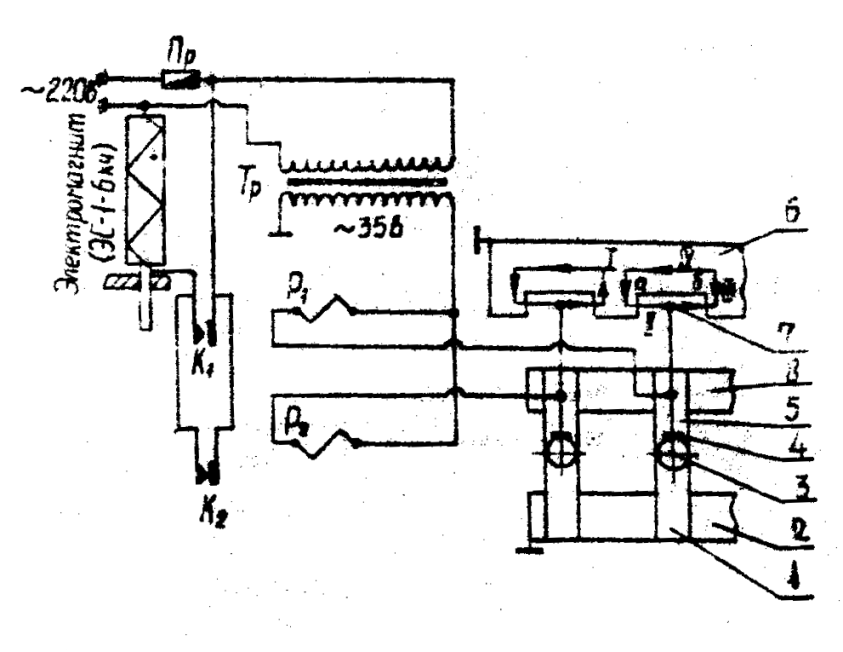
Рис.1. Схема электроблокирующего устройства
В цепи реле предусмотрены устройства для контроля наличия и положения заготовки в грейферном перекладчике. На грейферных линейках 2 и 1 установлены захваты 3 и 4 для захвата и перемещения заготовок, причем верхние захваты 4 изолированы от верхней линейки 2 и имеют специальные контакты 5.
Грейферные линейки двигаются в горизонтальной плоскости в двух взаимно-перпендикулярных направлениях: направление 1 - захват заготовок; направление 2 - перемещение заготовок с одной позиции на следующую; направление 3 - отвод захватов от заготовок; направление 4 - возвращение грейферных линеек в исходное положение. Контакты перемещаются по контактной пластине 6 и замыкают цепь реле на всем пути движения, кроме участка аб. Контакты совершают те же движения, что и грейферные линейки. В случае, если захваты не захватили заготовки или захватили неправильно, электрическая цепь в момент выхода контакта на участок аб разрывается, что приводит к замыканию контактов K1 и К2и сбрасыванию электромагнита - остановке ползуна пресса.
На рис.2 показаны некоторые схемы контрольно-блокирующих устройств с использованием взаимодействия источника излучения и приемника (датчика).
На рис.2,а показана схема устройства для контроля наличия в заданном месте заготовки и отверстия в ней. Оно состоит из источника излучения 1, датчика 2 и электронно-релейного блока. Сначала по схеме обратно рассеянного излучения определяется наличие заготовки в заданном месте, а затем работает вторая половина устройства - по схеме прямого излучения определяют наличие отверстия.
На рис.2,б приведена схема устройства для контроля правильности ориентации заготовок в автоматизирующих устройствах. При правильной ориентации поток излучения в определенное время - время выстаивания и движения заготовок - будет прерываться. Если заготовка 2 ориентирована правильно, поток излучения 3 попадает в датчик 1, и схема управления срабатывает для обеспечения переориентации заготовок или удаление их из потока. Для проверки правильности ориентации и наличия заготовок источник излучения 3 и датчик (приемник) 4 размещаются рядом, по одну сторону заготовки. В случае неправильной ориентации заготовки излучение не попадает в приемник.
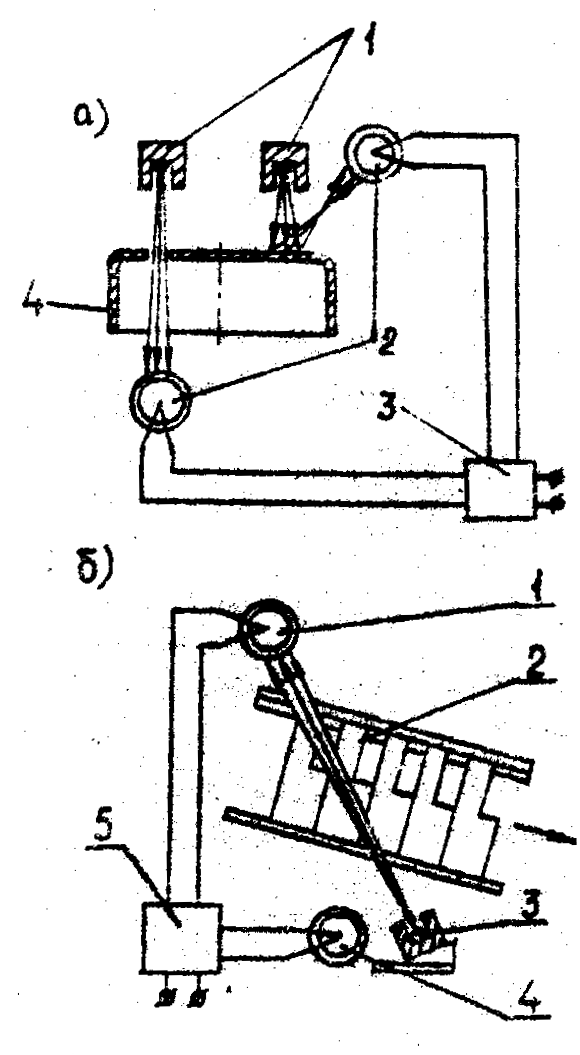
Рис.2. Схема контрольно-блокирующего устройства:
а) наличия заготовки и отверстия в ней; б) правильности ориентации заготовок