

Компримирование пирогаза
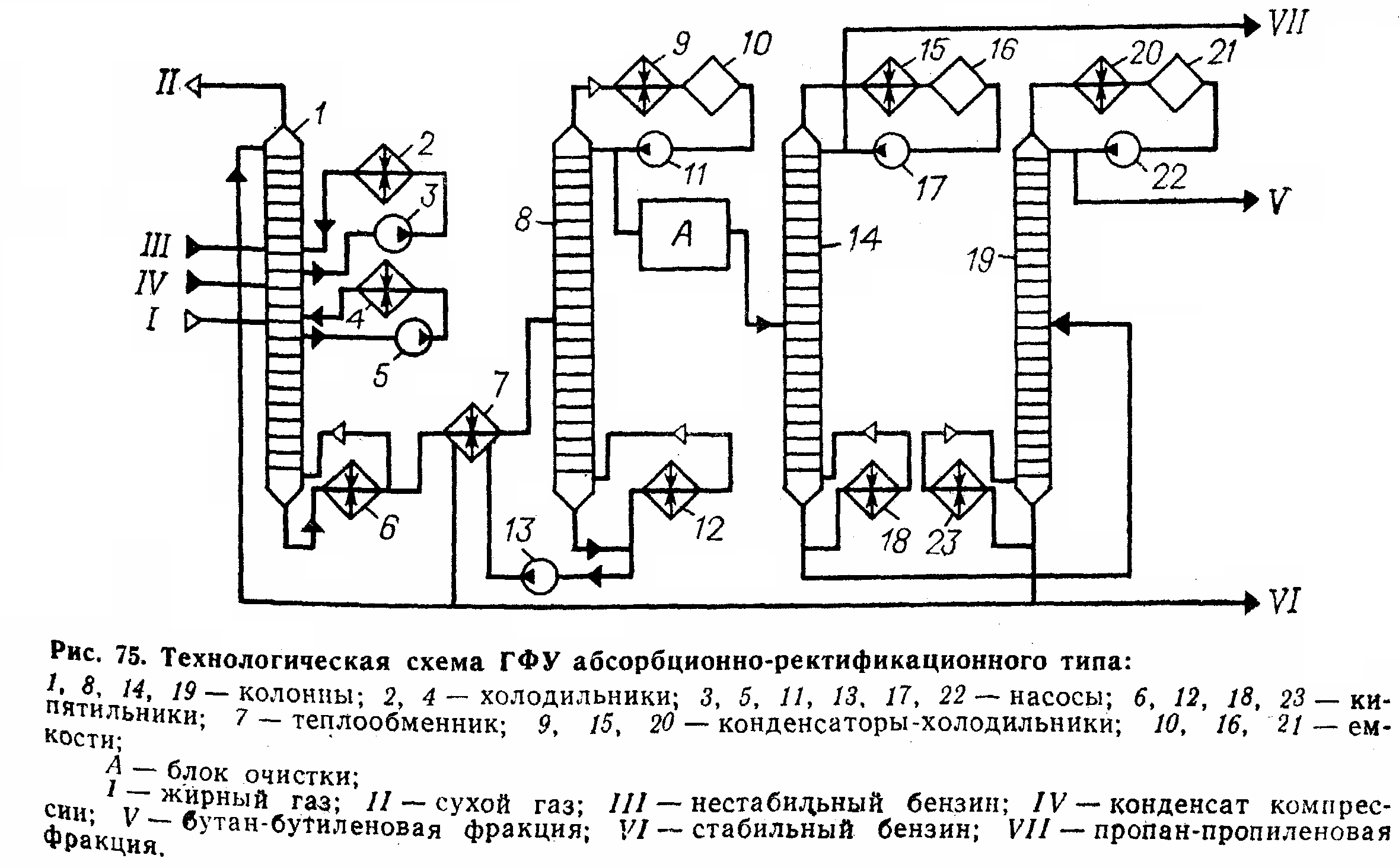
Рис. 25. Технологическая схема ГФУ
абсорбционно-ректифификационного типа
1, 8, 14, 19, – Колонны; 2, 4 – холодильники; 3, 5, 11, 17, 22 – насосы; 7 – теплообменнник;
6, 12, 18, 23 – Кипятильник; 9, 15, 20 – конденсаторы-холодильники; 10, 16, 21 – емкости.
А – блок очистки: I – жирный газ; II – сухой газ; III – нестабильный бензин;
IV – конденсат компрессии; V – бутан-бутиленовая фракция; VI – стабильный бензин;
VII – пропан-пропиленовая фракция
Масляная закалка и охлаждение пирогаза. Пирогаз после котлов-утилизаторов проходит дозакалку, смешиваясь с впрыскиваемым закалочным маслом в трубе, и затем при температуре 190-200°C направляется в колонну первичного фракционирования, где отделяется от тяжелого и легкого масла. Далее пирогаз охлаждается в скрубберах в контакте с водой в поверхностных холодильниках и поступает на вход компрессора. Конденсат подается на орошение колонны первичного фракционирования. Часть кубового продукта колонны используется в качестве дозакалочного масла.
Пирогаз сжимается в турбокомпрессорах до 2,6-4,0 МПа. Число ступеней компримирования определяется предельными степенями сжатия. Между ступенями пирогаз охлаждается. Конденсат отводится из системы компримирования: в первой ступени – на орошение колонны первичного фракционирования, с последующих ступеней – в отпарные колонны или колонну фракционирования С3-С4 (депропанизатор).
Очистка пирогаза. Газ пиролиза содержит некоторое количество микропримесей СО, СО2, Н2S, S, а также ацетиленовых и диеновых углеводородов. Для их удаления применяют процессы регенеративной и щелочной очистки на стадии компримирования. Чаще употребляют этаноламиновую регенеративную очистку третьей ступени компримирования. Для щелочной очистки используют 5-10% NaOH. Очистку от ацетилена проводят в потоке этан-этиленовой фракции путем гидрирования до этилена и этана. Окись углерода проходит процесс метанирования и полностью удаляется.
Осушка пирогаза и фракций осуществляется сразу после компримирования при давлении 3,6-4,0 МПа и температуре от –45 до+18°C на цеолитах. Регенерация цеолитов проводится метановой фракцией при температуре 220-350°C. Дополнительной осушке подвергается также этан-этиленовая фракция после гидрирования.
Разделение пирогаза и получение целевых компонентов. Очищенный от примесей сжатый пирогаз поступает на газофракционирование по методу низкотемпературной ректификации. Сначала пирогаз проходит узел глубокого захолаживания, где происходит охлаждение газовой смеси и её частичная конденсация. В процессе захолаживания производится отбор основного водородного потока, который затем проходит тонкую очистку. Затем газ направляется в деметанизатор, где оставшийся водород и метан отделяются от этана, этилена и более тяжелых углеводородов.
Переработка жидких продуктов пиролиза

Рис. 26. Схема процесса «Пиротол»
1 – ректификационная колонна; 2 – испаритель; 3 – реактор предварительного гидрирования; 4 – печь; 5 – реактор «Пиротол»; 6 – сепаратор; 7 – очистка водорода; 8 – стабилизационная колонна; 9 – очистка глиной.
I – сырье; II
– С![]() и выше; III – С
и выше; III – С![]() и легче; IV – добавочный
водород; V – циркулирующая
ароматика; VI – циркулирующий
водород; VII – топливный газ; VIII
– очищенная ароматика
и легче; IV – добавочный
водород; V – циркулирующая
ароматика; VI – циркулирующий
водород; VII – топливный газ; VIII
– очищенная ароматика
Кубовой продукт деметанизатора поступает в деэтанизатор, сверху которого отбирается фракция С2. К ней добавляется водород, и смесь подается в реактор гидрирования ацетилена. После этого фракция С2 проходит осушку и направляется в этиленовую колонну, сверху которой отбирается этилен, а снизу – этан, возвращаемый на пиролиз. Нижний продукт, содержащий углеводороды С3 и более тяжелые, подается в депропанизатор, сверху которого отбирается фракция С4. Верхний продукт подается в пропиленовую колонну, из куба которой отводится пропановая фракция, которая может быть направлена на дальнейшее извлечение пропадиена и метилацетилена. Нижний продукт поступает в дебутанизатор, сверху которого отбирается богатая дивинилом и бутиленами фракция С4, а снизу – пиробензин. Охлаждение происходит за счет дросселирования и применения этиленового и пропиленового холодильных циклов.
Схема достаточно гибка и пригодна к переработке пирогаза широкого состава – от легких углеводородов до газойля.
Выход жидких продуктов пиролиза зависит от применяемого сырья и условий пиролиза. При пиролизе газов получают 2-8% жидких продуктов, бензинов 20-25%, керосиногазойлевых фракций 35-40%. В них может содержаться 60-90% ароматических и 10-40% неароматических углеводородов (преимущественно диенов, олефинов и циклоолефинов) и незначительные количества парафинов и нафтенов.
Термином «жидкие продукты пиролиза» должна обозначаться вся сумма углеводородов от С5 и выше.
Пироконденсат – это та часть жидких продуктов, которые конденсируются при охлаждении и компримировании – это фракция, выкипающая в интервале н.к. 220°C и включающая углеводороды С5-С9. Углеводороды С10 и выше конденсируются при закалке продуктов пиролиза маслом и представляют собой тяжелую часть жидких продуктов пиролиза. Независимо от применяемого сырья и условий пиролиза жидкие продукты имеют примерно одинаковый фракционный и углеводородный состав, за исключением фракции С5, которая состоит в основном их диеновых углеводородов и небольшого количества олефинов. Все последующие фракции содержат преимущественно ароматические углеводороды с небольшой примесью непредельных углеводородов (8-20%). Наибольший интерес представляют диеновые соединения (изопрен, циклопентадиен), бензол и алкилбензолы, стирол, нафталин и его алкилзамещенные. Пироконденсат (200-220°C) используется для выделения ценных компонентов диеновых: циклопентадиен, изопрен, пиперилены, производства бензола и нефтеполимерных смол. Тяжелая часть (выше 200-220°C) может быть использована для получения полимеров, нафталина и в качестве сырья для производства печной сажи.
Схемы переработки пироконденсата могут включать варианты:
выделение ценных компонентов фракции С5;
получение бензола гидрогенизационной переработкой фракции пироконденсата с пределами кипения 70-130°C (БТ-фракции), 70-150°C (БТК-фракции) или 70-190°C;
получение бензола гидрогенизационной переработкой тех же фракций после полимеризации алкенилароматических и диеновых компонентов и отгона неполимеризовавшихся углеводородов;
получение нефтеполимерных смол инициируемой олигомеризацией фракций 130-160°C или 130-190°C либо широкой фракции н.к. – 190°C (ариеновые смолы); нефтеполимерные смолы получают также термической полимеризацией или полимеризацией в присутствии хлористого алюминия, фтористого водорода и т.п.
Переработка тяжелых фракций, выкипающих выше 190°C, может быть осуществлена несколькими путями:
получение пиропласта – продукта термической полимеризации всей суммы тяжелых углеводородов с температурой кипения выше 190°C;
термополимеризация ведется при 240-250°C в течение 5-7ч;
пиропласт используется в качестве мягчителя резины в производстве шин и других резинотехнических изделий;
фракция 190-230°C отгона неполимеризировавшихся углеводородов используется для получения сольвента и нафталина, что включает гидрогенизационную очистку и ректификацию;
фракция 230°C используется как компонент сырья для производства технического углерода (сажи);
тяжелые фракции направляются на производство кокса, а дистилляты коксования используются для получения сажи.
Основным продуктом пиролиза является бензол (40-50%). Схема получения бензола высокого качества состоит из следующих стадий:
предварительная ректификация пироконденсата с выделением 70°C, бензол - толуол - ксилольной (БТК) фракции с пределами кипения 70-150°C и остатка с температурой кипения выше 150°C;
гидростабилизация БТК – фракции на палладиевом катализаторе;
гидроочистка БТК – фракции на алюмо-кобальт-молибденовом (или алюмо-никель-молибденовом катализаторе;
высокотемпературная термическая гидрогенизационная переработка (ГПГ) гидроочищенной БТК фракцией;
Разделение продуктов ГПГ, включающего:
сепарацию газообразных и жидких;
улавливание из газового потока уносимого бензола;
ректификацию жидких с выделением концентрата бензола (фракция ароматических углеводородов С6-С8), тяжелых рециркулятов С9-С11, дифенильной фракции (240-270°C) и остатка с температурой кипения выше 270°C;
контактная доочистка концентрата бензола на глине и ректификация дочищенной фракции с выделением товарного бензола и рециркулята непревращенных толуола и ксилолов;
низкотемпературное концентрирование водорода из газов ГТП.
На установке осуществляются также вспомогательные технологические операции:
приготовление раствора ингибитора полимеризации и ингибирование конденсата и его фракций, выделяемых в узле предварительной ректификации;
приготовление раствора серосодержащего аддитива и дозировка его в поток перед узлом ГТП для ингибирования коксообразования в аппаратах и коммуникациях этого узла.
На первой ступени гидрогенизационной переработки – гидростабилизации осуществляется гидрирование в мягких условиях наиболее нестабильных непредельных углеводородов (диеновых и алкенилароматических), чтобы в последующих стадиях процесса они не полимеризировались и не забивали аппаратуру.