

Методы ремонта
Поэтапный
Поэтапно-блочный
Стендовый (тупиковый)
Поточный(постовой)
Индивидуальный
Бригадный
Обезличенный (узловой,агрегатный)
Необезличенный
Поэтапный метод – выполняются плановые ремонты.Работы расчленяются на отдельные части и выполняются поэтапно,обычно одновременно с ТО.
Поэтапно-блочный метод – разбивка на части всего объема работ более привязана к системам или зонам конструкции изделий.ремонт выполняется поэтапно параллельно с ТО.
Стендовый (тупиковый) – весь комплекс операций ремонта выполняется на одном рабочем месте-стенде.
Поточный (постовой) – операции ремонта выполняются последовательно на нескольких рабочих местах(постах) с перемещением изделия.
Обезличенный метод – все детали ,исключая базовые,и детали ,которые можно заменять только комплектно,после ремонта устанавливаются на любом однотипном изделии.
Узловой и агрегатный методы.Развитие обезличенного метода.При выполнении ремонта изделия заменяются не отдельные детали,а целиком узлы,сборочные единицы или системы изделия на новые или отремонтированные заранее.
Необезличенный метод – после восстановления детали и узлы устанавливаются на то же изделие , с которого были сняты.
16. Разработка технических требований на дефектацию и ремонт. Подготовка к дефектации и ремонту. Дефектация машины в целом, её составных частей и деталей.
Технические условия (требования) разрабатываются для деталей применительно к каждому дефекту. ТУ могут быть выполнены в виде одного документа – ТТ (ТУ) на дефекацию и ремонт, в этом случае они должны содержать и критерии работоспособного состояния , и условия применения того или иного способа ремонта, и критерии предельного состояния. В ином случае должны быть разработаны два и более аналогичных документа, в соответствии с которыми в зависимости от ТС может быть применен конкретный способ восстановления исправного (работоспособного) состояния.
При разработке ТТ (ТУ) на ремонт может быть приведен конкретный способ восстановления с указанием дополнительных условий его выбора.
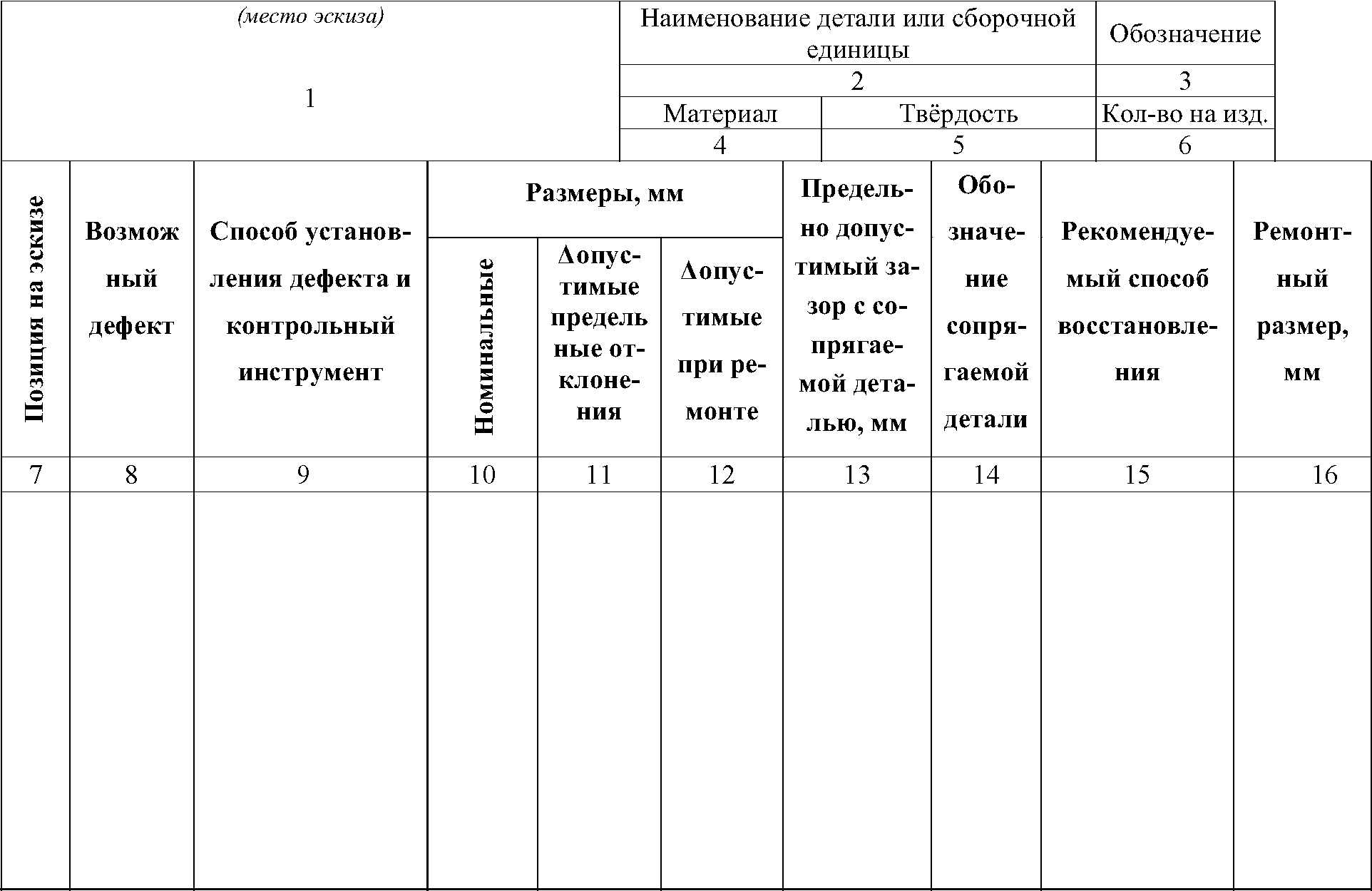
На первом этапе заполняется карта технических требований на дефектацию и ремонт. На рисунке приведена форма этой таблицы. Графа (1) содержит эскиз детали, на котором обозначены поверхности, износ которых возможен в ходе эксплуатации. В поле (2) заносят наименование, а в поле (3) - обозначение детали. Поля (4) и (5) характеризуют марку материала детали с указанием стандарта и его твёрдость. В графе (6) записывают количество таких деталей в изделии. Затем расшифровывают эскиз, выполненный в поле (1). В колонке (7) перечисляют номера поверхностей детали, где в ходе анализа рабочего и (или) сборочных чертежей были установлены возможные дефекты. Номенклатура возможных дефектов поверхностей детали записывается в колонке (8).
Для каждого из дефектов этих поверхностей в графе (9) обозначается способ установления возможного дефекта и измерительный инструмент,который подбирают с учётом требуемой точности измерений. В графах (10) и (11) пишут номинальный размер и допустимые предельные отклонения размера в мм. В графе (12) записывают допустимые значение размера поверхности при ремонте ЛДОПр. По сути дела эти графы и есть отражение разработки технических требований на дефекацию и ремонт. Графы (13) и (14) карты технических требований на дефектацию и ремонт содержат информацию, получаемую со сборочного чертежа. Если задание на курсовой проект не содержит сборочных чертежей, то эти графы не заполняются. В графе (16) помещают данные о ремонтном размере поверхности. Особенно важна эта информация при выбранном способе восстановления изношенной поверхности переводом в очередной ремонтный размер. В графе (15) записывается выбранный способ восстановления поверхности. Так как эта карта разрабатывается на стадии технологической подготовки ремонта, то есть до разборки машины и можно только предположить характер и величину износа, то в этой графе (15) пишется скорее не способ, а метод восстановления.
Рис. 5.2. Оформление
прямоуголъников технологических
схем сборки (разборки)
По проявлению, или, применительно к технологическому процессу дефектации, по технологии обнаружения дефекты делятся на явные и скрытые.
Явные дефекты определяют прямыми методами: органолептическим (с помощью органов чувств) и с применением стандартного и специального мерительного инструмента. Скрытые дефекты определяют косвенными методами с применением специального оборудования. Это так называемые методы неразрушающего контроля (дефектоскопии).
Как правило, в ходе эксплуатации детали возникает несколько дефектов. Поэтому рекомендуемый порядок (технология дефектации) их обнаружения следующий:
в
 изуальным
осмотром или с лупой, проверкой на ощупь
определяют наличие макротрещин, забоин,
рисок, обломов, вмятин, задиров, коррозии,
накипи;
изуальным
осмотром или с лупой, проверкой на ощупь
определяют наличие макротрещин, забоин,
рисок, обломов, вмятин, задиров, коррозии,
накипи;используя универсальный и специальный мерительный инструмент, контролируют геометрические параметры деталей;
применение методов дефектоскопии.