

6.Жизненный цикл полиграфических машин. Основные свойства, реализуемые на каждой стадии. Обеспечение качества в ходе жизненного цикла.
Жизненный цикл изделия включает в себя три последовательно реализуемых стадий
Стадию исследования и проектирования
Стадию изготовления (производства)
Стадию эксплуатации
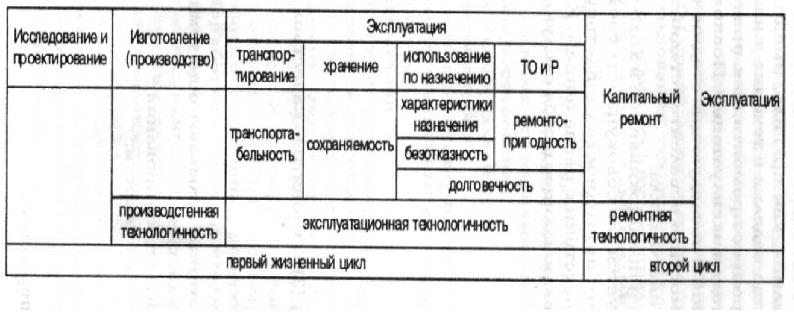
На каждой стадии у изделия есть определенные свойства ,в общем случае называемые технологичностью.
Технологичность изделия – приспособленность конструкцуии ищделия к проведению различных работ в ходе жизненного цикла.
Технологичность бывает производственная,эксплуатационная и ремонтная.
Все свойства в конструкцию изделия закладываются на первой стадии – исследования и проектирования.Плохо спроектированная машина вызовет проблемы как при изготовлении,так и при эксплуатации именно из-за отсутствия тех или иных составляющих технологичности.
Качество- совокупность свойств изделия ,обуславливающих его пригодность удовлетворять определенные потребности в соответствии с назначением.Качество-комплексное свойство –
Характеристики назначения
Надежность
Технологичность
Транспортабельность
Стандартизация и унификация
Безопасность
Экономичность
Эргономичность и эстетичность
Патентная защищенность
Экономические показатели
Из понятия качество применительно к печатным машинам исключают транспортабельность,безопасность и экологичность.
Характеристики назначения,которые еще называют технико-эксплуатационными свойствами.
Производительность (скорость функционирования)
Технические и технологические возможности
Степень автоматизации
Габаритные размеры
Масса
Потребляемая мощность
Численность обслуживающего персонала
Надежность – свойство изделия сохранять во времени в установленных пределах значения всех параметров,в первую очередь,характеристики назначения,определяющих способность выполнять требуемые функции в заданных режимах и условиях эксплуатации.
Качество изделия реализуетсяпутем его использования по назначению,т.е. посредством реализации его характеристик назначения.Управление и поддержание качества выполняются при помощи управляющих воздействий.
ТеО (технологическое обслуживание)
ТО (техническое обслуживание)
Р (ремонт)
ТеО – операция или комплекс операций по подготовке изделия к использованию по назначению,хранению и транспортированию и приведению его в исходное состояние после этих процессов.(настройка машины,наладка,заправка технологическими материалами,установка вспомогательных приспособлений,очистка машины от остатков технологических материалов)
ТО – операция или комплекс операций по поддержанию изделия в работоспособном или исправном состоянии.
Ремонт – комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурса изделия или его составных частей.
7.Заключительные операции ремонта.
К заключительным этапам ремонта относятся
Комплектация деталей и узлов перед сборкой
Узловая и общая сборка
Испытания
Окончательная окраска
Доукомплектование
Сдача оборудования из ремонта
Комплектование деталей – одно из важных средств повышения качества и производительности сборки.Применяют две формы комплектования-количественную и качественную.При количественном детали подбирают согласно комплектовочной ведомости только по номенклатуре и количеству.При качественном производит обмер и сортировка деталей по предельным параметрам.Для обеспечения установленных требований к точности сборки сопряжений.
Сборка – процесс соединения деталей в сборочные единицы и затем сборочных единиц в машины в соответствии с Техническими Условиями.Продолжительность ремонта в значительной мере определяется продолжительностью этих работ.Поскольку сборочная операция имеет существенный удельный вес в общей продолжительности ремонта,следует максимально ускорить процесс сборки.Это можно сделать повышением ремонтной технологичности объектов,совершенствованием организации и технологии ремонтов,повышением производственных возможностей ремонтных служб.
Регулировка заключается в установке правильного взаиморасположения деталей и узлов оборудования.После демонтажа ,ремонта и последующей общей сборки регулировка отдельных механизмов нарушается,поэтому после ремонта необходима полная и тщательная регулировка всех механизмов.
Окраска.При окраске стараются сохранить те цветовые решения ,которые были приняты на заводе-изготовителе.Исключения бывают только если цветовые решения не отвечают требованиям эргономики.Для окраски полиграфических машин рекомендуется использовать краски 4 цветов – зеленые, серые, голубые и кремовые.В соответствии с международными рекомендациями при окраске некоторые цвета имеют определенное функциональное значение.Красный-опасность(рукоятки и кнопки выключения),Желтый-предупреждающий (травмоопасные зоны,лампы),Зеленый-безопасность (указатели безопасности,сигнальные лампы),Синий-информационный (информационные элементы),Черный и Белый – выделительные(пульты управления,кнопки)
Испытания и сдача из ремонта.Машина монтируется на рабочем месте,проводят испытания на холостом ходу и технологические испытания.Результаты испытаний определяются комиссией и фиксируются актом приемки машины из ремонта.Пробная эксплуатация выполняется на тиражной продукции.Если все нормально то оформляется акт приемки машины в эксплуатацию.