

Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Вологодский государственный технический университет
Инженерно-строительный факультет
Кафедра теплогазоснабжения и вентиляции
РАСЧЕТ МЕТОДИЧЕСКИХ ПЕЧЕЙ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО КУРСОВОМУ ПРОЕКТИРОВАНИЮ
Вологда, 2009 г.
РАСЧЕТ ДВУХЗОННОЙ МЕТОДИЧЕСКОЙ ПЕЧИ
1. Общие положения
Методические нагревательные печи (рис. 1) широко применяют в прокатных и кузнечных цехах для нагрева квадратных, прямоугольных, а иногда и круглых заготовок. Широкое применение методических печей обусловлено тем, что печи обеспечивают достаточно высокую производительность при невысоком удельном расходе топлива. По методу транспортировки металла методические печи относятся к проходным печам. Соприкасающиеся друг с другом заготовки заполняют весь под печи и продвигаются через печь при помощи толкателя. При загрузке в печь новой заготовки одна нагретая заготовка выдается из печи.
Металл поступает в зону наиболее низких температур и, продвигаясь навстречу дымовым газам, температура которых монотонно повышается, постепенно (методически) нагревается.
Первая (по ходу металла) зона с изменяющейся по длине температурой называется методической зоной. В ней металл постепенно подогревается до поступления в зону высоких температур (сварочную зону). Постепенный нагрев металла в методической зоне обеспечивает безопасный режим нагрева, когда металл находится в упругом состоянии.
Находящиеся в состоянии теплообмена дымовые газы и металл движутся навстречу друг другу. Металл нагревается дымовыми газами, отходящими из зоны высоких температур. Общее падение температуры дымовых газов в методической зоне весьма значительно. Обычно в зоне высоких температур методических печей температура поддерживается на уровне 1300 – 1400 °С, в конце же методической зоны она находится в пределах 750 – 1000 °С.
Вторая (по ходу металла) зона называется зоной высоких температур, или сварочной зоной. Назначение этой зоны – быстрый нагрев поверхности заготовок до конечной температуры. Температура металла в методических печах обычно составляет 1150 – 1250 °С. Для интенсивного нагрева поверхности металла до этих температур в сварочной зоне необходимо обеспечить температуру на 50 – 100 °С выше.
В сварочной зоне до высоких температур нагревается только поверхность металла; температура середины металла в методических печах отстает от температуры поверхности. Однако при нагреве тонких заготовок нет необходимости делать выдержку для выравнивания температур по сечению, т.к. имеет место небольшой перепад температур.
В методических печах возможен односторонний и двусторонний нагрев металла. Односторонний нагрев осуществляется в том случае, когда металл, продвигаясь по монолитному поду, нагревается только с одной стороны – сверху. Для ускорения нагрева металла в методических печах обычно предусматривают и нижний обогрев заготовки. Для этого на всю длину сварочной и методической зон оборудуют специальную камеру со своим собственным отоплением.
При нижнем обогреве вдоль печи прокладывают специальные глиссажные (водоохлаждаемые) трубы (рис. 2), по которым перемещается металл. Глиссажные трубы выполняют только в методической и сварочной зонах (по две-три на каждый ряд заготовок). В местах соприкосновения заготовки с водоохлаждаемыми глиссажными трубами металл прогревается хуже, и на его поверхности образуются темные пятна.

Р ис.
1. Двухзонная методическая печь
ис.
1. Двухзонная методическая печь
Рис. 2. Конструкция глиссажных труб
Для ликвидации перепада температур по сечению и темных пятен в двухзонных печах с нижним обогревом некоторая часть сварочной зоны выполняется без нижнего обогрева с монолитным огнеупорным подом.
Как монолитный под, так и под томильной зоны в трехзонных методических печах следует выполнять из такого огнеупорного материала, который не взаимодействует с окалиной и хорошо выдерживает истирающее действие продвигающегося металла.
Высотой рабочего пространства считается расстояние от высшей точки свода до пода. В печах, оборудованных глиссажными трубами, полная высота печи делится на две части: верхнюю (расстояние от нижней части заготовок до свода) и нижнюю (расстояние от низа заготовок до пода). Длина рабочего пространства выбирается по производительности печи, а ширина – по размерам нагреваемых изделий. Обычно считается нормальным соотношение размеров, когда отношение длины к ширине равно 5:6 (допускается 8:10).
Большое значение для работы методических печей имеет способ выдачи металла из печи. Различают торцевую и боковую выдачу металла. При торцевой выдаче необходим один толкатель, который выполняет роль также и выталкивателя.
Для печей с боковой выдачей устанавливают не только толкатель, но и выталкиватель, поэтому такие печи при размещении требуют больших площадей.
При торцевой выдаче через окно выдачи, расположенное ниже пода печи, происходит интенсивный подсос холодного воздуха. Явление подсоса усиливается инжектирующим действием горелок, расположенных в торце печи.
Методические нагревательные печи по сравнению с камерными печами обеспечивают более высокий КПД и более высокий коэффициент использования топлива (КИТ) в рабочем пространстве, что объясняется наличием методической зоны.
Методические печи могут быть двухзонными, трехзонными и многозонными (рис. 3). Трехзонные и многозонные печи применяются в тех случаях, когда в нагреваемых заготовках могут возникнуть значительные перепады температур по толщине (более 200 °С на 1 м толщины металла). Эти печи снабжены дополнительными (томильными) зонами, в которых и осуществляется выравнивание температур к моменту выдачи заготовок из печи.
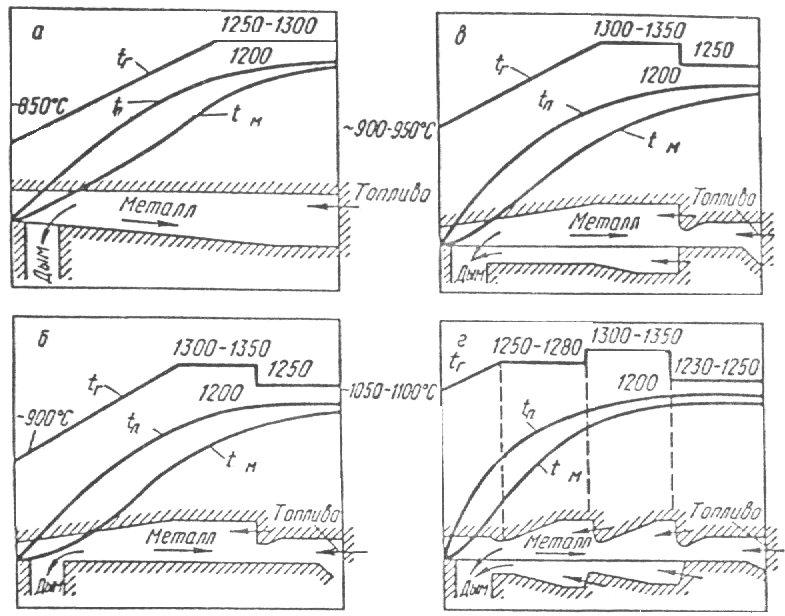
Рис. 3. Температурный режим и профиль методических печей:
а – двухзонная печь с монолитным подом; б – трехзонная печь с монолитным подом; в – то же, с нижним обогревом; г – многозонная печь с нижним обогревом.
Высота и профиль рабочего пространства должны определяться в соответствии с режимом нагрева и производительностью печи.
Так, например, если нагрев двухступенчатый, то и профиль печи должен быть двухзоный; если нагрев трехступенчатый, то и профиль должен быть трехзонный. Если печь служит для нагрева крупных заготовок, то печь должна иметь наклонный под.