

8. Установка волокон в сварочный аппарат.
8-1. Штатные зажимы волокна.
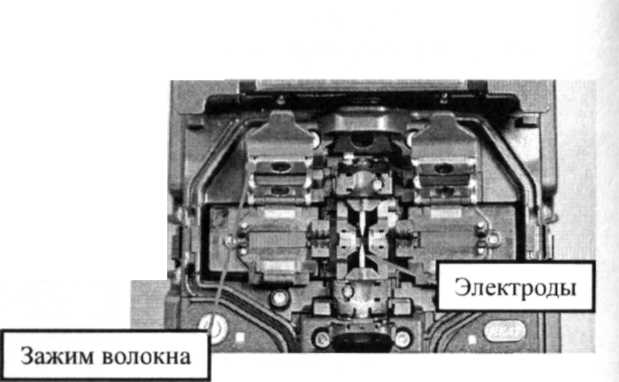
(1)Откройте ветрозашитную крышку и зажимы волокна.
(2)Поместите сколотое волокно в V-образную канавку так, чтобы конец волокна находился между краем канавки и осью электродов.
Если оболочка волокна имеет остаточную кривизну, поместите волокно изгибом вверх, чтобы конец волокна смотрел вниз.
Оберегайте конец волокна от контакта с какой либо поверхностью для предотвращения его загрязнения или повреждения.
Удерживая волокно, закройте зажим оболочки волокна. Убедитесь, что волокно лежит на дне V-образной канавки. Если волокно установлено неправильно, установите волокно заново.
Установите второе волокно, повторив действия пп. (1)-(3).
(5)Закройте ветрозащитную крышку. Процесс сварки волокон начнется автоматически.

Чтобы отключить функцию «Автостарт», установите значение (Выкл.) напротив функции (Автостарт) в (Меню сварки).
8-2. Съёмные держатели волокна (Fiber holder FH-60-250, FH-60-900).
(1) Отверните винты, крепящие штатные зажимы волокна, и снимите зажимы с аппарата.
(2)Установите в аппарат требуемые Вам держатели волокна ( FH-60-250 или FH-60-900).
* Оберегайте конец волокна от контакта с любой поверхностью для предотвращения его загрязнения или повреждения.
(3)Закройте ветрозащитную крышку.
Процесс сварки волокон начнётся автоматически.

Рычаги прижимов волокна крепятся к ветрозащитной крышке и обеспечивают прижим волокон в канавки при закрытии крышки. Однако, на верхней части ветрозащитной крышки имеются фиксаторы, которые позволяют отсоединить рычаги прижимов волокна от ветрозащитной крышки. Так рекомендуется поступать, например, когда волокно имеет остаточную кривизну, для того, чтобы до закрытия ветрозащитной крышки оператор мог удостовериться, что волокно надежно прижато ко дну V-образных канавок.
9. Сварка волокон. Для обеспечения высокого качества срарного соединения, аппарат FSM-60S обладает системой обработки изображения свариваемых волокон. Однако, некоторые дефекты не определяются автоматикой аппарата, и поэтому процесс и результат сварки необходимо контролировать визуально. Ниже описана стандартная процедура сварки.
(I) Установленные волокна сближаются друг с другом. После окончания очистительного разряда волокна останавливаются в определенном положении. Затем проверяется качество сколов. Если измеренный угол скола превышает установленный порог или обнаружена трещина, то процесс сварки останавливается, аппарат выводит сообщение об ошибке и подает звуковой сигнал.
Если сварочный аппарат не выдает сообщение об ошибке, то визуально проверьте наличие приведенные ниже дефектов. При наличии дефектов удалите волокно из аппарата и повторно подготовьте его.

(2) После проверки качества сколов экран может быть выведено значение осевого смещения волокон.

После сведения волокон сварочный аппарат производит их сварку дуговым разрядом.
После завершения сварки на экран выводится значение оценки вносимых потерь. Потери на сварном соединении зависят от определенных факторов, приведенных на следующих страницах. Эти факторы учитываются при выполнении аппаратом расчетов (оценки) потерь на сварном соединении. Расчет оценочных потерь на сварном соединении производится на основе геометрических характеристик свариваемых волокон, в частности, их диаметров модовых пятен.
Если значение произведенной аппаратом оценки вносимых потерь превысит установленный порог, то выводится сообщение об ошибке.
Сварочный аппарат выводит сообщение об ошибке также при обнаружении ненормального состояния сварного шва (например: Пузырь, Утолщение и т.п.).
Если дефект сварного соединения не обнаружен аппаратом, но наблюдается визуально, рекомендуется переделать сварку.
Иногда потери на сварном соединении можно уменьшить с помощью повторной дуги.
Для включения повторной дуги нажмите |ARC|. После повторного разряда проверка сварного соединения и оценка потерь повторяются.
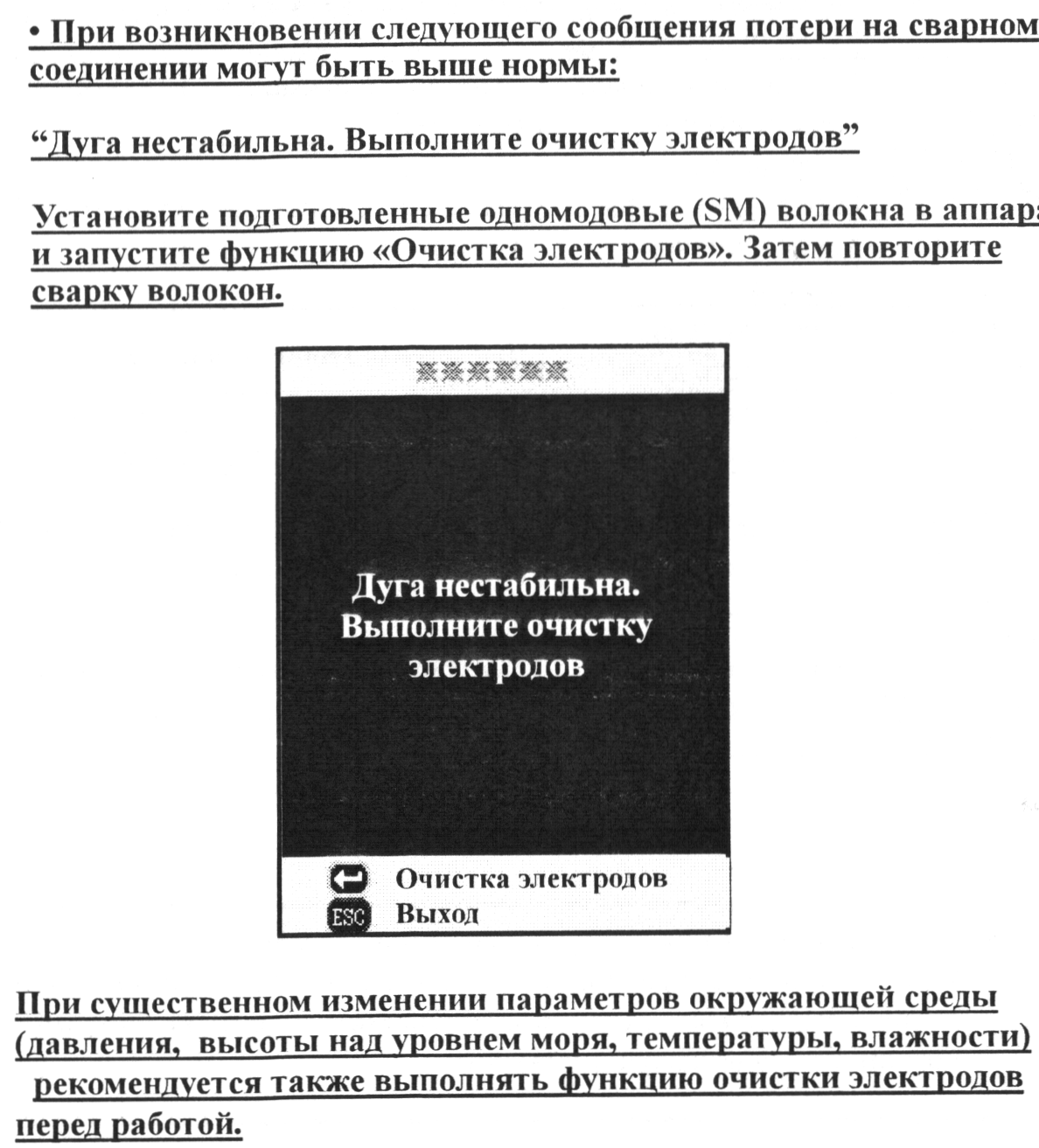
♦ При возникновении следующего сообщения потери на сварном соединении могут быть выше нормы:
Большие потери на сварном соединении: Причина и устранение.

Вертикальная линия, появляющаяся иногда в месте сварки многомодовых или разнородных ( с различным диаметром) волокон, не влияет на качество сврного соединения, то есть на вносимые потери и механическую прочность.
Сохранение результатов сварки.
Результаты сварки могут быть сохранены в памяти в соответствии с описанной ниже процедурой.
После сохраненного 2000-ого результата сварки, 2001-ый результат сохраняется поверх 1-го сохраненного результата сварки.
Автоматическое сохранение (без ввода комментария).
Результат сварки автоматически сохраняется после завершения сварки в меню (Завершено) при нажатии на SET или RESET или при открытии защитной крышки. Вместе с результатами сохраняется последний введенный коментарий.