

Федеральное агентство связи гоу спо «Чебоксарский электротехникум связи»
СОГЛАСОВАНО УТВЕРЖДАЮ
Цикловой комиссией Зам. директора по УПР Телекоммуникационных технологий _____________ А.А. Алексеев
(название цикловой комиссии)
_____________Н.Ф. Громова «___»__________2010 г.
(подпись) цикловой комисси
«___»__________2010 г.
Лабораторная работа №14
По предмету:__ Линейные сооружения связи
Наименование работы:
Сварка волоконно-оптического кабеля.
Для специальностей: СС и СК, МТКС
Работа рассчитана на 6 часов
Разработал преподаватель
________Кондина В.Г.
(подпись, Ф.И.О.)
«____»___________2010 г.
Г.Чебоксары.
Лабораторная работа № 14.
Сварка волоконно-оптического кабеля.
1. Цель работы:
Изучить сварку оптического волокна на базе сварочного аппарата типа FSM-18S.
2. Стандартная комплектация сварочного аппарата: зажимы волокна, держатели волокна, термоусаживаемые гильзы- КДЗС, инструмент для зачистки, инструмент для скалывания волокна, средства для очистки волокна, куски волоконно-оптических кабелей длинной 1000- 1500мм.
3. Задание:
Научится сращиванию оптических волокон.
4. Подготовка к работе:
4.1. Изучить рекомендуемую литературу.
4.2 Подготовить бланк отчета
4.3. Ответить на вопросы допуска:
4.3.1. Какие типы сварочных аппаратов вы знаете ?
4.3.2. Преимущество сварочных аппаратов типа FSM-18S ?
5. Типы сварочных аппаратов. 5.1. Классификация сварочных аппаратов
Ручное управление
Полуавтоматические
Автоматические
Первые модели аппаратов были предназначены для сварки многомодовых оптических волокон и использовали именно эту систему юстировки V-образные канавки для сварки : Fujikura FSM05VII, КСС-111, Сова-10.
В настоящее время усовершенствованные модели подобных сварочных аппаратов по-прежнему производятся. Они предназначены для сварки волокон ОК ВОЛП LAN и MAN, характеризуемых менее жесткими нормами на вносимые потери (для сравнения - норма на стык ММ ОВ 0,3 дБ, SM ОВ 0,2 дБ для MAN, в то время как для магистрали данная норма составляет не более 0,1 дБ) Очевидно, стоимость подобных аппаратов существенно (на порядок) ниже.
Точность юстировки зависит от качества и чистоты канавок, а также от идентичности и эксцентриситета соединяемых волокон.
Грязь в канавках не позволяет выполнить качественную юстировку сращиваемых ОВ
Эксцентриситет реальных ОВ не позволяет широко пользовать V-образные канавки для сварки SM ОВ.
Рис.5.1 LID-система
Данный метод заключается в регистрации оптимального положения сращиваемых ОВ путем непосредственной оценки мощности оптического излучения при прохождении его через зону стыка.
Сигнал с выхода источника излучения (Л=1300 нм) вводится через изгиб в сердцевину ОВ слева без нарушения состояния акрилового покрытия, проходит зону стыка, поступает в ОВ справа и выводится также через изгиб на фотоприемник, где и регистрируется его мощность.

Рис.5.2 LID-система
LID-система был реализована в сварочных аппаратах RXS (Siemens). В настоящее время подобные аппараты выпускаются кампанией Corning.
Рис.5.3 Сварочные аппараты компании Corning.
Система PAS
Данный способ юстировки разработан в середине 80-х японской фирмой Fujikura.
Технически реализуется следующим образом: соединяемые ОВ, установленные с некоторым зазором относительно друг друга, помещают в параллельный пучок света мощного светодиода, излучение с выхода которого падает перпендикулярно на торцы волокон.
При пересечении ОВ свет преломляется в соответствии с профилем показателя преломления волокна, при этом и сердцевина, и оболочка действуют как фокусирующие линзы.
Свет, проходящий сквозь сердцевину, фокусируется в большей степени, благодаря увеличенному значению показателя преломления.
Из-за более короткого фокусного расстояния этих лучей границы сердцевины кажутся более темными в центре фокусной линии.
Результирующее изображение формируется либо системой зеркал, либо непосредственным мониторингом волокон двумя камерами с высокой разрешающей способностью. Микропроцессор сварочного аппарата анализирует полученные изображения и оценивает геометрию соединяемых волокон.

Рис.5.4 Способ юстировки.
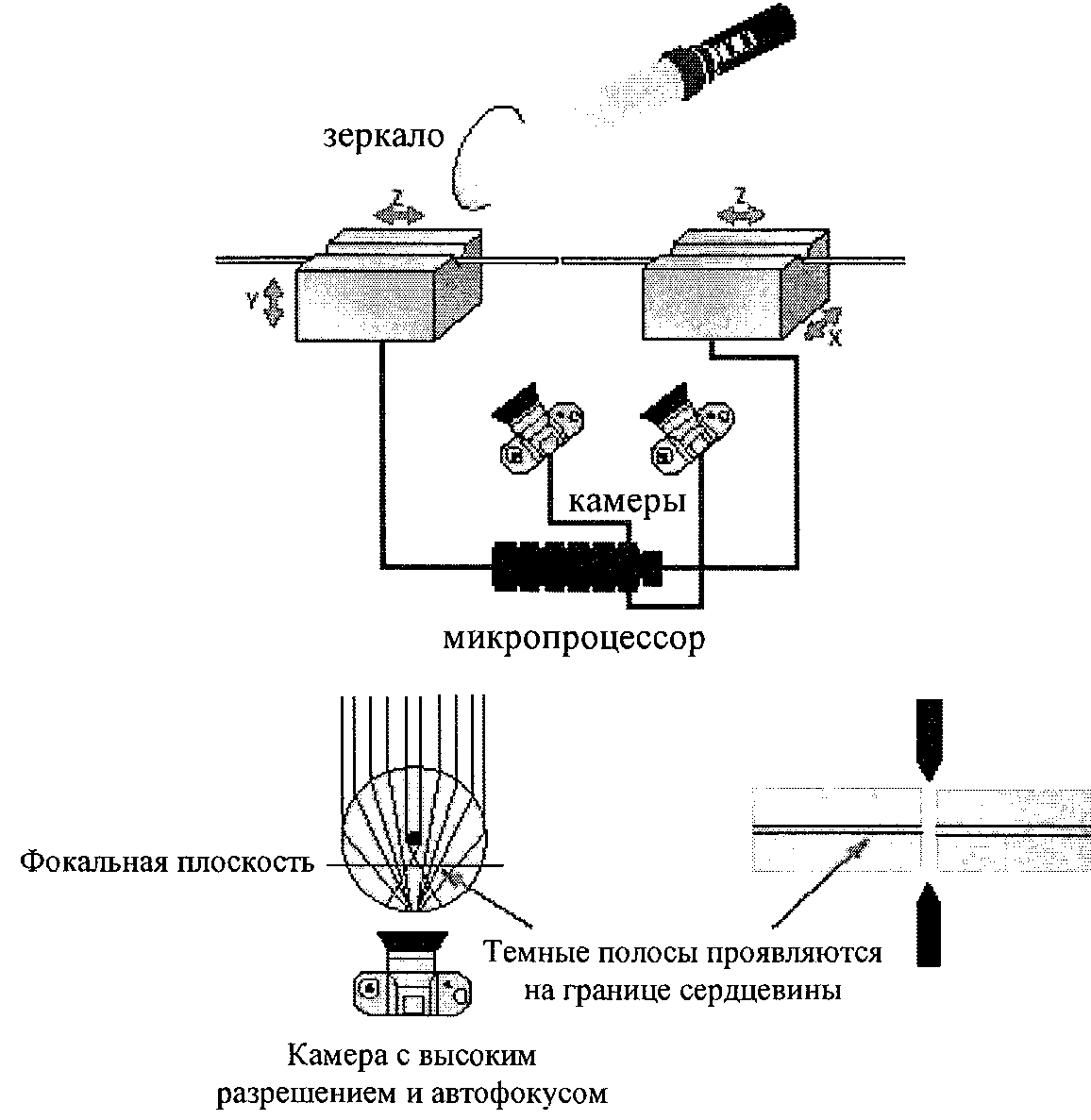 Рис.5.4 а) Способ юстировки.
Рис.5.4 а) Способ юстировки.
 Рис.5.5. Сварочные аппараты.
Рис.5.5. Сварочные аппараты.
Рис.5.5.а) Сварочный аппарат.
Выравнивание по нагретым сердцевинам
Данный способ юстировки реализован в автоматических сварочных аппаратах Ericsson FSU.
 Рис.5.6. Юстировка.
Рис.5.6. Юстировка.