

1.14. Лучевые источники энергии при сварке
1.14.1. Электроннолучевые источники
Электроннолучевая обработка материалов, в том числе и сварка (ЭЛС), основана на явлении превращения кинетической энергии электронов в теп-лоту при их торможении в поверхностных слоях твердого тела. Скорость движения электронов зависит от ускоряющего напряжения и определяется по формуле
![]() (1.44)
(1.44)
где U — ускоряющее напряжение (разность потенциалов между анодом и катодом), кВ.
Схема электроннолучевой сварочной установки представлена на рис. 26.
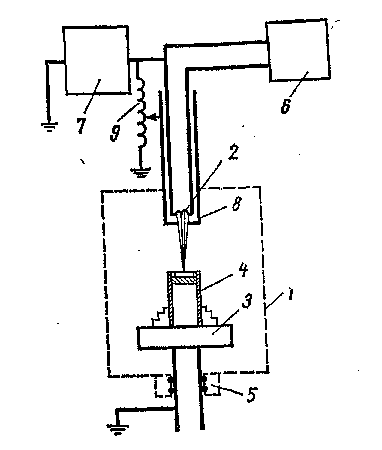
Рис. 26. Схема электроннолучевой сварочной установки
1— вакуумная камера; 2 — электронная пушка; 3 — манипулятор; 4 — изделие;
5 — привод; 6 — трансформатор; 7 — высоковольтное питание; 8 — фокусирую- щий колпачок; 9 — потенциометр электростатической фокусировки
Мощность,
передаваемую пучком электронов телу,
можно определить по формуле
![]() (1.45)
(1.45)
где
![]() —
ток пучка,
—
ток пучка,
![]()
![]() —
эффективный КПД процесса.
—
эффективный КПД процесса.
Разность потенциалов U обычно составляет десятки и сотни кило-вольт. ЭЛС характеризуется весьма малыми размерами пятна нагрева по сравнению с такими источниками, как сварочная дуга и газовое пламя (в 104...105 раз меньше). Форма проплавления и шва при ЭЛС резко отлича-ются от аналогичных характеристик при дуговой сварке. Если при дуговой однопроходной сварке отношение глубины проплавления к ширине шва близко к 1, то для ЭЛС это отношение составляет 10...15 и более. Форма шва зависит от фокусировки луча, толщины и теплофизических свойств свариваемого материала. При малой и средней толщине получается так на-зываемый рюмочный провар, при толщине 10...20 мм может быть получен кинжальный провар.
ЭЛС может выполняться в вакууме либо в камерах, заполненных инер-тными газами или воздухом. ЭЛС нашла широкое применение при сварке тугоплавких и химически активных металлов (например, молибдена, воль-фрама, хрома, титана, циркония и других), неметаллов между собой и с металлами (графит, керамика + металл), бронзы, нержавеющих сталей, алюминия и т. п.
Вакуумные камеры изготавливают из сталей (нержавеющих или угле-родистых) с толщиной стенок, способных обеспечить защиту обслужива-ющего персонала от рентгеновского излучения, которое появляется при взаимодействии электронного луча с изделием.
1.14.2. Фотоннолучевые источники
Оптические квантовые генераторы (ОКГ), так называемые лазеры (усилители света посредством индуцирования эмиссии излучением), широко внедрены в медицину, локацию, связь и обработку материалов. Сварка и пробивка отверстий фотонным лучом нашли применение в приборостроении.
Физические
основы работы ОКГ заключаются в том,
что частицы, по-глощая энергию,
переходят в возбужденное состояние и
переходят на но-вый энергетический
уровень. Под действием внешних или
внутренних причин частицы возвращаются
в нормальное (равновесное) состояние.
В результате таких превращений в виде
кванта (порции) светового излучения
выделяется энергия возбуждения. Квант
светового излучения назван фото-ном;
его величина определяется по формуле
![]()
где h — постоянная Планка;
![]() — частота
электромагнитных колебаний.
— частота
электромагнитных колебаний.
Одной из
основных частей ОКГ являются излучатели
(активные сре-ды), которые могут быть
твердыми и газообразными. Твердые
излучатели могут быть кристаллическими,
полупроводниковыми или аморфными
(сте-кло). Первым активным веществом ОКГ
был монокристалл рубина. Он представляет
собой окись алюминия
![]() ,
в которой часть атомов алю-миния замещена
атомами хрома. ОКГ на твердых излучателях
имеют рад существенных недостатков:
,
в которой часть атомов алю-миния замещена
атомами хрома. ОКГ на твердых излучателях
имеют рад существенных недостатков:
а) быстрый нагрев кристалла, что позволяет использовать их только в импульсном режиме при интенсивном охлаждении;
б) низкий КПД; например, в современных промышленных ОКГ на рубине длительность импульсов составляет 0,5...5,0 миллисекунд, число импульсов в минуту — 3…4, энергия в импульсе 0,01…2,0 Дж при общей потребляемой мощности около 500 Дж.
Газовые же лазеры допускают работу в длительном режиме, но из-за громоздкости широкого применения в сварке пока не нашли. Использу-ются на раскрое листовых материалов.
Для формирования фотонного луча применяются различные оптичес-кие системы. Воздействие луча ОКГ на материалы состоит в том, что энер-гия фотонов передается свободным электронам обрабатываемого матери-ала, которые отдают ее кристаллической решетке, что и приводит к повы-шению температуры в облучаемой точке.
В зависимости от назначения и технических возможностей ОКГ, при-меняемых в промышленности, регулируется не только плотность энергии в луче, но и количество импульсов в единицу времени, их длительность.