

Методическая часть
В процессе технологической подготовки производства к постройке судов нового типа разрабатываются специальные графики постройки судов.
В первую очередь по материалам технического проекта составляется типовой технологический график для условий постройки серийно освоенного судна. Серийно освоенным считается конструктивно отработанное судно, строящееся в условиях внедрения запланированной технологии. В данном расчете таким является пятое судно серии. Типовой технологический график отражает весь объем работ по постройке судна: от начала обработки металла до момента его сдачи заказчику. Содержание работ дается в укрупненном виде по этапам постройки или видам основных работ. В графике специальными знаками показываются основные моменты постройки:
![]() -
закладка судна на стапеле;
-
закладка судна на стапеле;
![]() - спуск
судна на воду;
- спуск
судна на воду;
![]() - начало
швартовных испытаний;
- начало
швартовных испытаний;
![]() - начало
ходовых испытаний;
- начало
ходовых испытаний;
![]() - сдача
судна заказчику.
- сдача
судна заказчику.
Пример типового технологического графика постройки серийного судна приведен на рис.6.1.
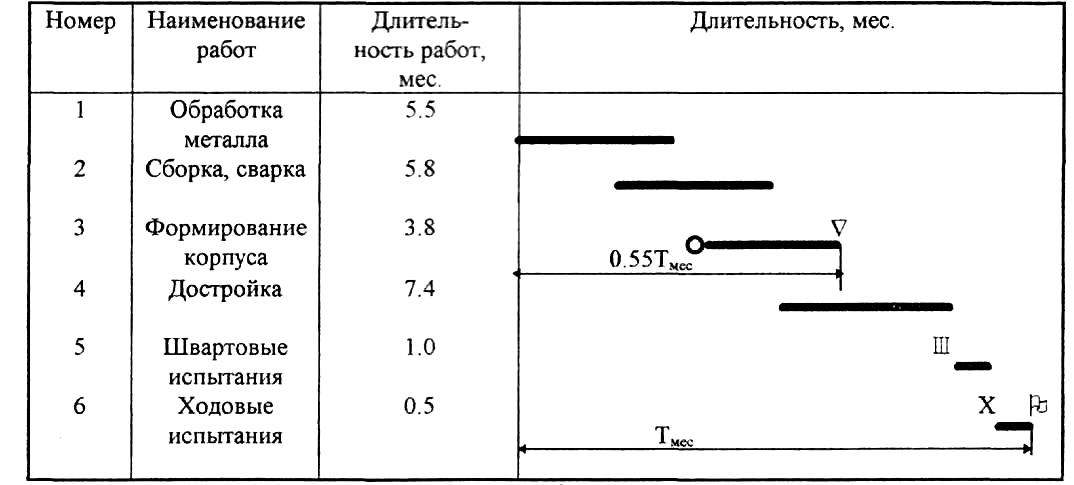
рис. 6.1.
На основании типового технологического графика постройки серийного судна составляется сводный график постройки судов в условиях ритмично-серийной постройки серии.
Такт постройки судов определяется по формуле
![]()
где r - такт постройки судов, мес.;
![]() -
эффективный фонд времени, мес;
-
эффективный фонд времени, мес;
Nc - размер серии судов. Количество стапельных мест, необходимых для постройки серии,
![]()
где
![]() – количество стапельных мест;
– количество стапельных мест;
![]() – продолжительность
стапельного периода, мес.
– продолжительность
стапельного периода, мес.
В процессе постройки серии судов происходит освоение работ и продолжительность работ на первых судах серии последовательно сокращается.
При освоении графиков постройки первых, неосвоенных судов серии, продолжительность выполнения работ по их постройке необходимо увеличить с учетом коэффициента освоения работ.
Таким образом, типовой технологический график является графиком постройки каждого судна серии.
Пример сводного графика постройки серии судов приведен на рис.6.2.
Рис
6.2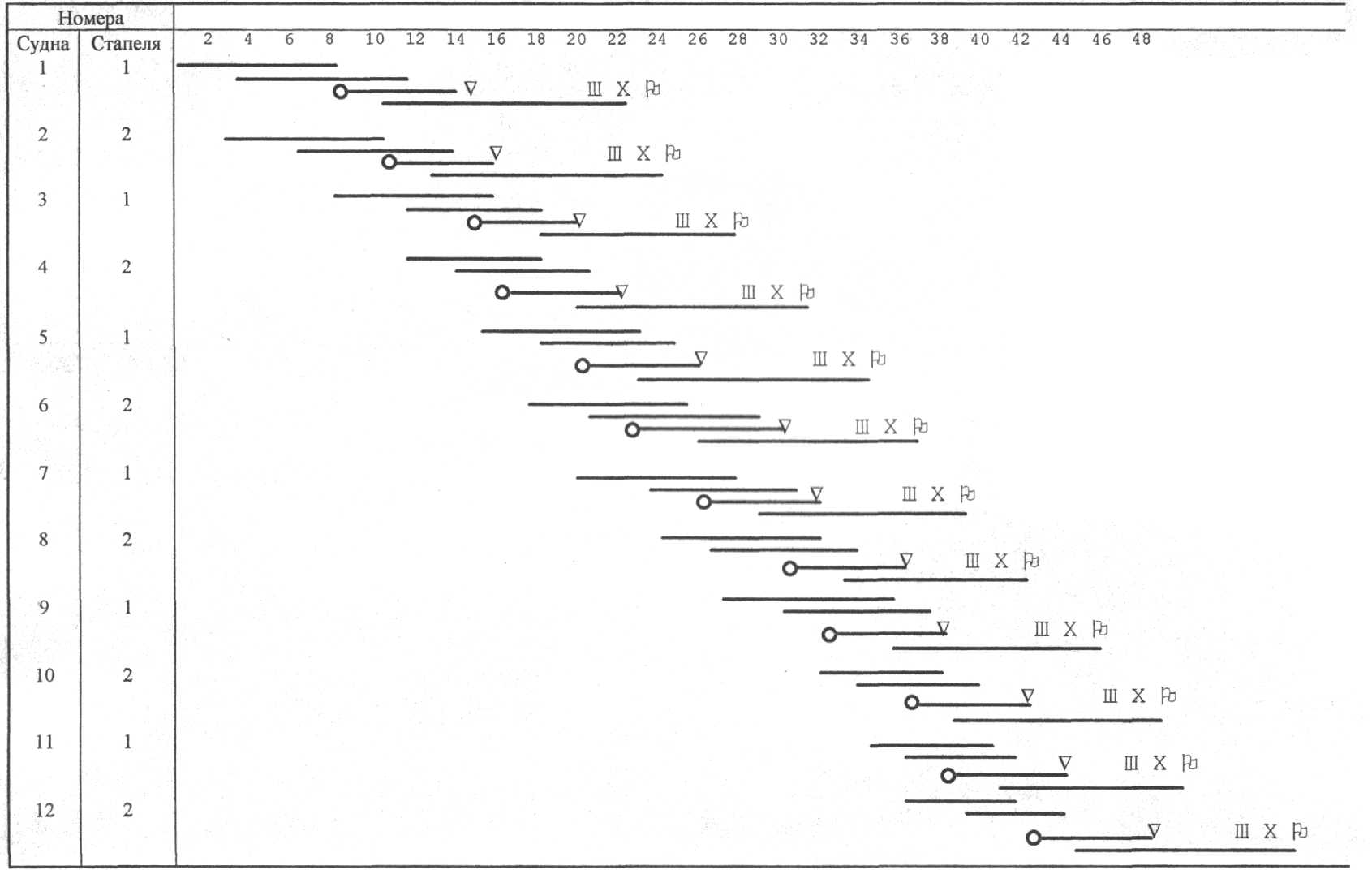
.
Задание 7. Изучение системы нормирования на судостроительном предприятии
Общие сведения
Нормой времени называется время, установленное для выполнения заданной работы в определенных организационно-технических условиях.
На судостроительных предприятиях действуют два вида норм: технически обоснованные и опытно-статистические.
Технически обоснованной нормой времени называется время, необходимое и достаточное для выполнения заданной работы с учетом полного использования оборудования и инструмента, применения рационального технологического процесса и передовых форм организации труда и обслуживания рабочего места, исключающих потери рабочего времени и непроизводительные затраты.
Технически обоснованная норма времени рассчитывается на основе следующих предпосылок:
исходя из уровня производительности труда рабочего соответствующей квалификации, превышающей средний уровень производительности труда рабочих на данных работах, но не являющейся рекордной;
разработки наиболее рационального технологического процесса при использовании производительного исправного оборудования и инструмента, наиболее высокопроизводительных и экономически целесообразных режимов и т.д.;
применения рациональной организации рабочего места и его обслуживания с учетом рекомендаций НОТ (научная организация труда);
целесообразного совмещения смежных работ и выполнения части ручной работы в период машинной работы оборудования.
Технически обоснованные нормы времени относятся к постоянным нормам. Они действуют в течение длительного периода и заменяются более прогрессивными нормами при совершении техники, технологии и улучшении организационно-технических условий.
Опытно-статистической нормой времени называется время, устанавливаемое на основе личного опыта нормировщика, мастера, рабочего или по данным статистического учета трудовых затрат на ранее выполненные аналогичные работы с учетом необходимых поправок на материал, размеры, форму и т.п. Эти нормы, в отличие от технически обоснованных, не являются прогрессивными и не способствуют росту производительности труда.
Опытно-статические нормы являются временными нормами. Они вводятся на период освоения новой продукции или нового технологического процесса, при неустановившейся организации производства и т.д. Временные нормы закрепляются на определенный срок, в течение которого они должны заменятся техническими обоснованными постоянными нормами времени.
Технически
обоснованная норма времени состоит из
нормы подготовительно-заключительного
времени![]() и нормы штучного времени
и нормы штучного времени![]() :
:
![]()
где n - количество изготовляемых изделий (партия деталей). В норму штучного времени входят:
• оперативное
время![]() ,
состоящее из основного (технологического)
времени
,
состоящее из основного (технологического)
времени![]() и
вспомогательного времени
и
вспомогательного времени![]() ,
не перекрываемого машинного времени;
,
не перекрываемого машинного времени;
• время
обслуживания рабочего места
![]()
• время
на отдых и личные надобности
![]() Следовательно,
в общем случае норма штучного времени
Следовательно,
в общем случае норма штучного времени
![]()
Состав
технически обоснованной нормы времени
схематически показан на рис.7.1.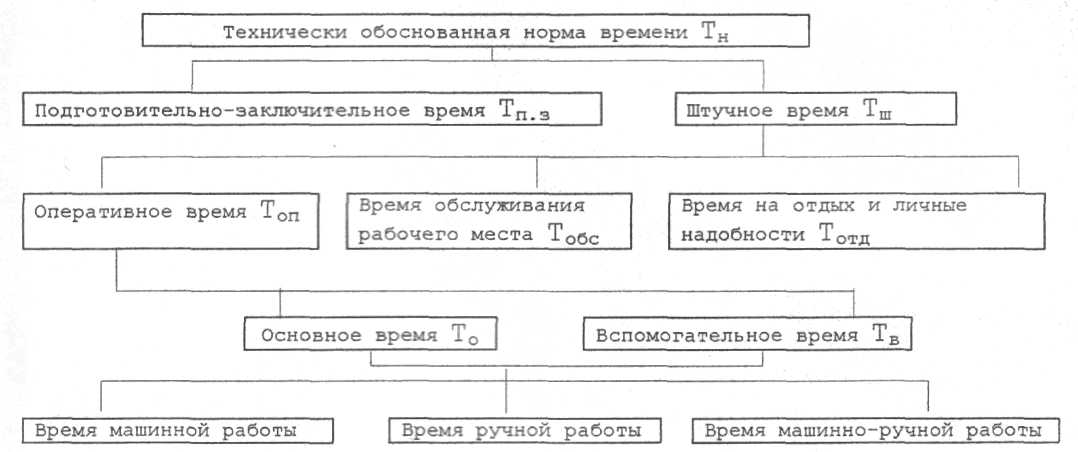
В судостроении при мелкосерийном и единичном производстве время обслуживания рабочего места и время на отдых и личные надобности принято исчислять в процентах от оперативного времени, тогда норма штучного времени будет определяется по формуле
![]()
где
![]() – процент времени на обслуживание
рабочего места;
– процент времени на обслуживание
рабочего места;
![]() –
процент
времени на отдых и личные надобности.
–
процент
времени на отдых и личные надобности.
При подетальном нормировании, когда необходимо установить норму времени на одну деталь, определяют штучно-калькуляционного время:
![]()
Постройка корпуса судна включает в себя отдельные самостоятельные производственные процессы: разметку корпусных деталей, обработку листов и профилей, сборку узлов и секций корпуса, сборку корпуса на построечном месте и др. Каждый из перечисленных процессов состоит из технологических операций: машинных, выполняемых с применением машинного оборудования, и ручных, выполняемых с помощью ручного инструмента, приспособлений и оснастки.
Нормирование ручных операций производится по нормативам времени на рабочих местах судостроительных предприятий. Таблицы нормативов времени на ручные операции содержат укрупненное штучно-калькуляционное время, в которое входит оперативное время, время обслуживания рабочего места, время на отдых и личные надобности и подготовительно-заключительное время.
Нормирование машинных операций производится по таблицам нормативов, в которых основное (машинное) время рассчитано по существующим формулам с учетом оптимальных режимов и паспортных данных оборудования, вспомогательное время определено на основе обработанных данных хронометражных наблюдений, а подготовительно-заключительное время, время обслуживания рабочего места и время на отдых и личные надобности - по данных фотографий рабочего дня.
Ниже приведена методика технического нормирования по отдельным видам судо-корпусных работ с применением таблиц действующих отраслевых и заводских нормативов времени.
Нормирование разметки корпусных деталей. Листовой и профильный материал перед обработкой на машинном оборудовании размечается. При разметке на металле наносятся контуры деталей в натуральную величину с учетом припусков на обработку, сборку, вспомогательные и контрольные линии. Кроме того, детали маркируются. Различают разметку ручную и фотопроекционную.
Значения штучно-калькуляционного времени на ручную разметку приведены в табл. 7.1.-7.2., на фотопроекционную - в табл. 7.3.
Нормирование правки листовой стали. Перед подачей листовой стали на обработку ее подвергают правке. Необходимость правки обусловлена тем, что иногда размер вмятин на листах и их волнистость после изготовления на заводах не соответствует нормам, принятым в судостроении, а также деформация листов при небрежной транспортировке.
Правка листов производится на правильных вальцах, имеющих от 5 до 17 рабочих вращающихся валков, между которыми пропускается лист. Среднее число проходов для семи валковых вальцов приведено в табл. 7.4.
Таблица 7.1. Время разметки деталей по чертежу
Длина |
Вид контура |
|||||||
детали |
прямолинейный |
криволинейный |
||||||
в мм не более |
Время на одну деталь, ч., при ее ширине, мм не более |
|||||||
500 |
1000 |
1500 |
2000 500 |
|
1000 |
1500 |
2000 |
|
1000 |
0.20 |
0.3 |
0.40 |
0.50 |
0.25 |
0.35 |
0.45 |
0.55 |
1500 |
0.30 |
0.4 |
0.50 |
0.55 |
0.35 |
0.45 |
0.55 |
0.60 |
2000 |
0.40 |
0.5 |
0.55 |
0.60 |
0.45 |
0.55 |
0.60 |
0.65 |
3000 |
0.55 |
0.6 |
0.65 |
0.70 |
0.60 |
0.65 |
0.70 |
0.75 |
4000 |
0.65 |
0.7 |
0.75 |
0.80 |
0.70 |
0.75 |
0.80 |
0.85 |
Таблица 7.2. Время разметки деталей по шаблону
Площадь
детали
детали , м^ не более |
0,25 |
0,50 |
1,00 |
3,00 |
6,00 |
1,00 |
Время на одну деталь, ч одну деталь. Ч |
0,05
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
Таблица 7.3. Время проекционной разметки
Длина детали в мм не более |
Вид контура |
||||||
Прямолинейный |
Криволинейный |
||||||
Время на одну деталь, ч., при ее ширине, мм не более криволинейный |
|||||||
500 |
750 |
1000 |
500 |
750 |
1000 |
||
500 |
0.10 |
0.15 |
0.20 |
0.15 |
0.20 |
0.25 |
|
1000 |
0.15 |
0.20 |
0.25 |
0.20 |
0.25 |
0.30 |
|
1500 |
0.20 |
0.25 |
0.30 |
0.25 |
0.30 |
0.35 |
|
2000 |
0.25 |
0.30 |
0.35 |
0.30 |
0.35 |
0.40 |
|
Таблица 7.4. Число проходов листа через вальцы
Толщина листа, мм |
3-4 |
5-8 |
9-12 |
13-16 |
17-20 |
21-24 |
25-28 |
Число проходов |
8-9 |
6-7 |
5-6 |
4-5 |
3-4 |
2-3 |
2-3 |
Штучно-калькуляционное
время правки листов в вальцах приведено
в табл. 7.5. Это время необходимо
скорректировать на величину
![]() -
коэффициента, учитывающего влияние
-
коэффициента, учитывающего влияние
ширины листа. Значения : при ширине листа до 900 мм - 0.8, до 1500 мм - 1.0, до 2000 мм - 1.2.
Таблица 7.5. Время правки листов из малоуглеродистой и низколегированной стали в семи валковых вальцах
Длина листа, мм, не более |
Время на один лист, ч., при числе проходов |
||||
8 |
6 |
5 |
4 |
3 |
|
1000 |
0.20 |
0.15 |
0.13 |
0.11 |
0.10 |
2000 |
0.23 |
0.20 |
0.18 |
0.16 |
0.14 |
3000 |
0.25 |
0.23 |
0.20 |
0.18 |
0.16 |
4000 |
0.28 |
0.25 |
0.23 |
0.20 |
0.18 |
6000 |
0.31 |
0.30 |
0.29 |
0.26 |
0.24 |
Нормирование резки. Тепловая резка применяется для металла толщиной свыше 4 мм, если детали имеют криволинейные контуры, а также для вырезки деталей из листового металла толщиной более 12 мм при любой конфигурации кромок. В табл. 7.6.-7.8. приведены нормативы штучно-калькуляционного времени тепловой резки.
Таблица 7.6. Время ручной газовой резки металла
Толщина металла, мм не более |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
Время на 1м реза, ч |
0.053 |
0.059 |
0.064 |
0.072 |
0.073 |
0.084 |
0.090 |
0.096 |
Таблица 7.7. Время плазменно-дуговой резки на стационарных машинах
Толщина металла, мм металла, мм |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
|
Время на 1м |
прямолинейная резка |
0,7 |
0,8 |
0,9 |
1,0 |
1,0 |
1,1 |
1,2 |
1,3 |
реза, мин |
фигурная резка |
0,8 |
0,9 |
1,0 |
1,1 |
1,1 |
1,2 |
1,4 |
1,5 |
Таблица 7.8. Время газовой резки на стационарных машинах
Толщина металла, мм металла, мм |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
|
Время на1м |
V-образн. Разделка кромок |
0.041 |
0.043 |
0.047 |
0 .050 |
0.055 |
0.060 |
0.070 |
0.081 |
реза, мин |
Х-образн. Разделка кромок |
– |
– |
– |
0.050 |
0.054 |
0.055 |
0.064 |
0.070 |
Гильотинные ножницы применяются в корпусообрабатывающих цехах для прямолинейной резки листов толщиной до 12 мм. Ножи гильотинных ножниц имеют длину 1.5 до 5.2 м.
Значения штучно-калькуляционного времени резки листов на гильотинных ножницах приведены в табл. 7.9.
Таблица 7.9. Время резки листов на гильотинных ножницах
Поперечный рез |
||||||||
Ширина листа, мм не более |
Время на одну кромку, мин, при толщине листа, мм, не более толщине листа, мм, не более |
|||||||
8 |
12 |
|||||||
И длине заготовки, мм, не более |
||||||||
2500 |
5000 |
7000 |
2500 |
5000 |
7000 |
|||
600 |
2.0 |
2.2 |
2.5 |
2.2 |
2.5 |
3.0 |
||
1200 |
2.2 |
2.5 |
3.0 |
2.5 |
3.0 |
3.2 |
||
Поперечный рез |
|||||||
Ширина листа, мм не более |
Время на одну кромку, мин, при толщине листа, мм, не более |
||||||
8 |
12 |
||||||
И длине заготовки, мм, не более |
|||||||
1200 |
1600 |
1800 |
1200 |
1600 |
1800 |
||
2500 |
2.0 |
2.2 |
2.5 |
2.8 |
3.0 |
3.5 |
|
5000 |
2.5 |
3.0 |
3.5 |
3.8 |
4.5 |
5.0 |
|
6000 |
5.0 |
6.0 |
6.6 |
7.0 |
9.0 |
9.7 |
|
8 000 |
6.0 |
7.0 |
8.1 |
9.0 |
11.0 |
13.0 |
|
Нормирование гибочных работ. Листовая и профильная сталь подвергается гибке в основном в холодном состоянии на валковых листогибочных машинах, гидравлических прессах и др.
Значения штучно-калькуляционного времени на гибку приведены в табл. 7.10.
Таблица 7.10. Время гибки листов на листогибочных станках
Характеристика детали |
Длина заготовки, мм, не более |
Время на одну деталь, мин, при толщине заготовки, мм не более |
|||||
|
|
б |
10 |
12 |
|||
|
|
и ширине мм, не более |
|||||
|
|
100 0 |
160 0 |
100 0 |
160 0 |
100 0 |
160 0 |
С одинарной кривизной, под постоянным углом (цилиндрическая) |
1000 |
10 |
12 |
12 |
15 |
18 |
22 |
|
2000 |
12 |
15 |
14 |
17 |
21 |
26 |
|
3000 |
15 |
18 |
17 |
21 |
25 |
3 0 |
С одинарной кривизной, под переменным углом (коническая) |
1000 |
12 |
14 |
18 |
22 |
26 |
29 |
|
2000 |
15 |
17 |
22 |
26 |
30 |
34 |
|
3000 |
18 |
22 |
26 |
30 |
35 |
39 |
С двойной кривизной, под переменным углом (седлообразная) |
1000 |
15 |
17 |
22 |
25 |
30 |
35 |
|
2000 |
18 |
21 |
26 |
29 |
35 |
39 |
|
3000 |
22 |
25 |
30 |
34 |
40 |
46 |
Варианты исходных данных Таблица 7.11.
Показатели |
Варианты |
|||||||||||||||||
|
|
|
1 |
|
|
2 |
3 |
|||||||||||
№ деталей |
1 |
2 |
3 |
4 |
5 |
11 |
7 |
8 |
9 |
10 |
17 |
19 |
6 |
8 |
12 |
18 |
20 |
21 |
Количество |
2 |
4 |
1 |
6 |
4 |
10 |
3 |
4 |
2 |
б |
4 |
4 |
6 |
6 |
2 |
8 |
2 |
2 |
Показатели |
Варианты |
|||||||||||||||||
4 |
5 |
|
|
|
б |
|
|
|||||||||||
№- деталей |
7 |
9 |
12 |
14 |
15 |
20 |
1 |
2 |
7 |
8 |
20 |
22 |
16 |
17 |
18 |
20 |
21 |
23 |
Количество |
6 |
1 |
2 |
4 |
10 |
4 |
2 |
2 |
4 |
4 |
8 |
8 |
2 |
4 |
10 |
4 |
2 |
2 |
Показатели |
Варианты |
|||||||||||||||||
7 |
8 |
|
|
|
9 |
|
|
|||||||||||
№ деталей |
2 |
4 |
5 |
10 |
16 |
17 |
5 |
9 |
14 |
19 |
21 |
22 |
19 |
20 |
21 |
22 |
24 |
25 |
Количество |
4 |
8 |
2 |
10 |
1 |
2 |
4 |
2 |
2 |
2 |
4 |
10 |
4 |
4 |
2 |
8 |
8 |
2 |
Показатели |
Варианты |
|||||||||||||||||
10 |
11 |
12 |
||||||||||||||||
№ деталей |
12 |
13 |
14 |
16 |
23 |
25 |
3 |
17 |
18 |
|
20 |
22 |
2 0 |
21 |
22 |
23 |
24 |
25 |
Количество |
4 |
12 |
4 |
1 |
4 |
1 |
2 |
4 |
8 |
2 |
2 |
8 |
4 |
2 |
12 |
2 |
6 |
2 |
Показатели |
Варианты |
|||||||||||||||||
13 |
14 |
15 |
||||||||||||||||
№ деталей |
11 |
12 |
14 |
15 |
16 |
23 |
14 |
15 |
20 |
21 |
23 |
24 |
5 |
6 |
7 |
18 |
19 |
20 |
Количество |
2 |
10 |
2 |
8 |
2 |
4 |
4 |
12 |
2 |
2 |
2 |
В |
4 |
4 |
2 |
10 |
4 |
2 |
Показатели |
Варианты |
|||||||||||||||||
16 |
17 |
18 |
||||||||||||||||
№ деталей |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
21 |
23 |
24 |
13 |
14 |
16 |
17 |
18 |
25 |
Количество |
2 |
4 |
6 |
4 |
б |
б |
2 |
8 |
2 |
2 |
4 |
10 |
4 |
4 |
2 |
4 |
8 |
2 |
Показатели |
Варианты |
|||||||||||||||||
19 |
20 |
21 |
||||||||||||||||
№ деталей |
17 |
18 |
19 |
21 |
23 |
24 |
4 |
6 |
8 |
9 |
10 |
11 |
5 |
7 |
11 |
14 |
16 |
17 |
Количество |
4 |
8 |
4 |
4 |
4 |
4 |
10 |
4 |
4 |
2 |
6 |
4 |
2 |
2 |
16 |
4 |
2 |
2 |
Показатели |
Варианты |
|||||||||||||||||
22 |
23 |
24 |
||||||||||||||||
№ деталей |
3 |
7 |
11 |
15 |
22 |
25 |
15 |
17 |
19 |
20 |
21 |
22 |
6 |
7 |
9 |
13 |
14 |
15 |
Количество |
2 |
4 |
8 |
4 |
8 |
1 |
4 |
3 |
4 |
4 |
4 |
8 |
8 |
4 |
2 |
10 |
2 |
2 |
Показатели |
|
|
|
|
|
|
|
Варианты |
|
|
|
|
|
|
||||
25 |
26 |
27 |
||||||||||||||||
№ деталей |
4 |
5 |
7 |
9 |
10 |
11 |
5 |
7 |
8 |
19 |
20 |
23 |
1 |
2 |
12 |
13 |
14 |
15 |
Количество |
2 |
2 |
2 |
2 |
10 |
10 |
|
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
6 |
2 |
6 |
Показатели |
Варианты |
|||||||||||||||||
28 |
29 |
30 |
||||||||||||||||
.№ деталей |
3 |
5 |
8 |
14 |
24 |
25 |
2 |
3 |
12 |
13 |
16 |
19 |
6 |
10 |
17 |
21 |
23 |
25 |
Количество |
2 |
4 |
4 |
6 |
10 |
2 |
б |
1 |
3 |
9 |
1 |
5 |
8 |
10 |
4 |
2 |
2 |
2 |
Габариты листов: Варианты
1,7,13,19,25 – 10x1400x6000
2,8,14,20,26 – 10x1600x6000
3,9,15,21,27 – 12x1400x6000
4,10,16,22,28 – 12x1600x6000
5,11,17,23,29 – 14x1600x6000
6,12,18,24,30 – 16x1600x6000
Рис.
7.2 Эскизы деталей.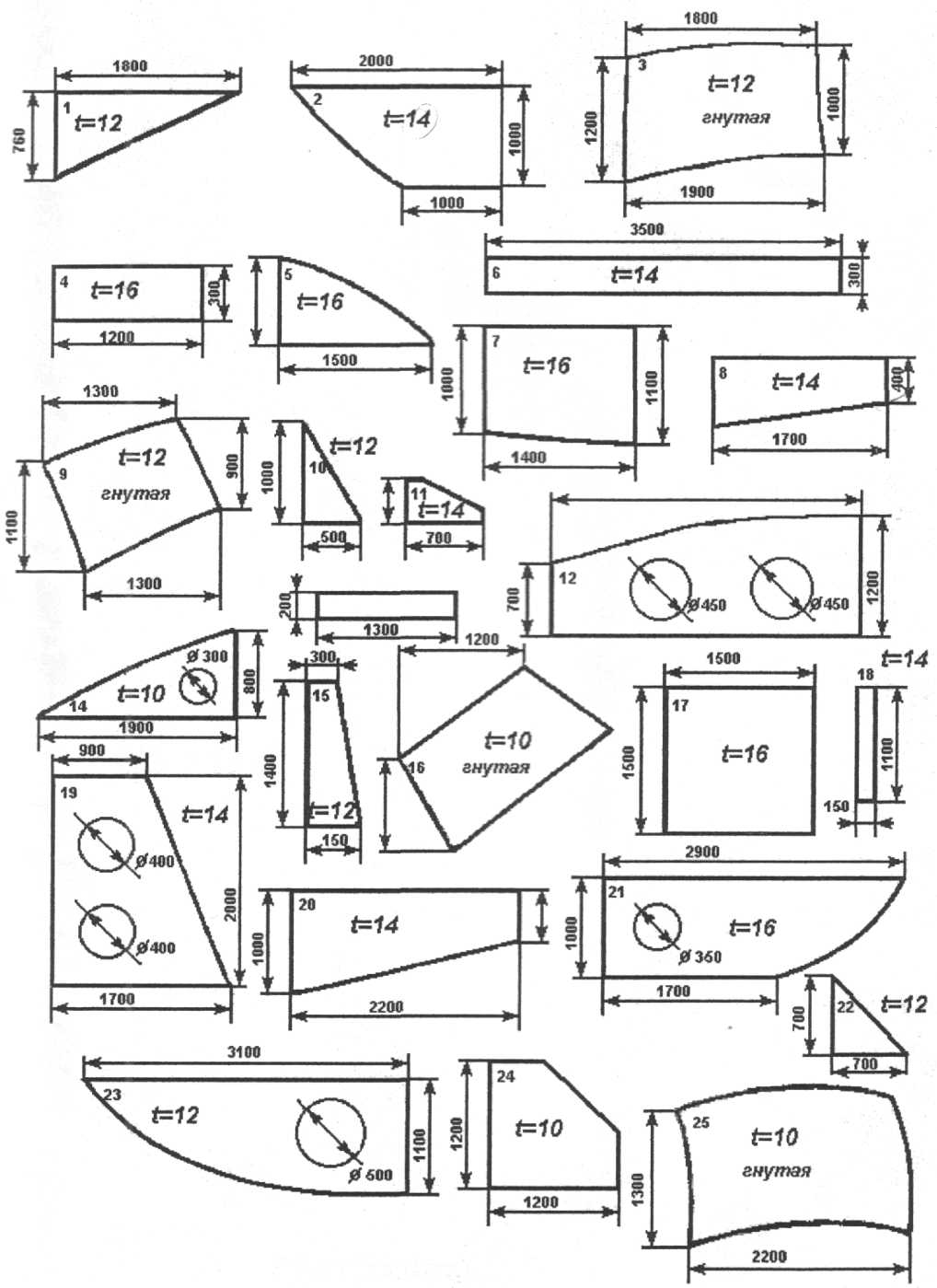
200 мм ... К = 1.0.
350 мм ... К= 1.15.
400 мм ... К = 1.25.
Порядок выполнения работы
Ознакомится с общими методическими указаниями к данной работе.
Получить от преподавателя задание на выполнение работы (варианты исходных данных приведены в табл. 7.11 и на рис. 7.2.). По исходным данным (перечню номеров деталей) сформировать в масштабе карты раскроя.
Определить нормы времени на технологические операции правки, разметки, резки и гибки, используя табл. 7.1. - 7.10.
Оформить отчет по выполненной работе, который должен содержать:
а) исходные данные в соответствии с выбранным вариантом;
б) карты раскроя, выполненные в соответствии с основными положениями по составлению карт раскроя в судостроении;
в) расчет норм времени на перечисленные технологические операции;
г) выводы и рекомендации.