

Министерство высшего и среднего образования Украины
Методические указания
к выполнению практических занятий по курсу «Организация и производства в машиностроении»
Николаев 2011 г.
О.М. Заботин, Л.В. Кириленко. Методические указания к выполнению практических занятий и лабораторных работ по курсу «Организация и планирование производства. Управление предприятием.» - Николаев, УГМТУ, 1997.
Настоящие указания написаны в соответствии с программой курса «Организация и планирование производства. Управление предприятием.». Приведённые цифровые данные являются условными.
В методических указаниях использованы лабораторные работы и практические занятия разработок;
Методические указания к выполнению лабораторных работ по курсу «Организация и планирование производства. Управление предприятием и АСУП.» /Под общ. ред. д.э.н., проф. В.И. Ли - Николаев: НКИ, 1985-59 с/
В.И. Ли, В.Я. Тимошенко, Г.К. Рогов. Методические указания к лабораторным работам по курсу «Организация и планирование производства на судостроительном предприятии.» - Николаев, НКИ, 1982-54 с.
и др.
Оригинал-макет выполнен с использованием текстового процессора MS Word 7.0. Компьютерная вёрстка: Ярмошко А.А., Каленбет О.В., Моторный Д.В.
©УГМТУ, 1997
Задание №1 Расчет длительности простого производственного процесса
Рассчитать
графически и аналитически длительность
производственного цикла обработки
партии
из
![]() деталей на m
= 5 операциях при последовательном,
параллельном и параллельно-последовательном
сочетаниях операций- Исследовать влияние
на длительность производственного
цикла размера транспортной партии Р
деталей. Штучно-калькуляционное время
деталей на m
= 5 операциях при последовательном,
параллельном и параллельно-последовательном
сочетаниях операций- Исследовать влияние
на длительность производственного
цикла размера транспортной партии Р
деталей. Штучно-калькуляционное время
![]() и число рабочих мест С по операциям
приведены в табл.1.1.
и число рабочих мест С по операциям
приведены в табл.1.1.
Методическая часть
Основной характеристикой производственного цикла является его продолжительность. Длительность одно операционного цикла обработки партии деталей рассчитывается по формуле
![]()
где Тц - длительность производственного цикла, мин;
- размер партии, шт;
tK - норма штучно-калькуляционного времени на обработку одной
детали на операции, мин;
С - количество рабочих мест на операции.
При определении длительности многооперационного цикла необходимо учитывать степень одновременности (параллельности) изготовления партии деталей на различных операциях технологического процесса. Степень одновременности зависит от метода сочетания во времени выполнения операций, входящих в данный процесс: последовательного, параллельного или параллельно-последовательного.
Последовательное сочетание операций характеризуется непрерывной обработкой всех деталей партии на каждой операции и транспортированием деталей с операции на операцию целой партией.
Длительность цикла обработки партии деталей при последовательном сочетании операций рассчитывается по формуле
![]()
![]() длительность
производственного цикла, мин;
длительность
производственного цикла, мин;
n- размер партии, шт;
m - количество операций;
tK – норма штучно-калькуляционного времени на обработку одной
детали на операции, мин. Графическое обработки партии деталей приведен на рис.1.1.

Рис. 1.1.
Параллельное сочетание операций характеризуется одновременной обработкой деталей на всех операциях и передачей деталей с операции на операцию транспортными партиями. При этом только на ведущей (наиболее трудоемкой) операции обработка партии деталей осуществляется непрерывно.
Длительность цикла обработки партии деталей при параллельном сочетании операций рассчитывается по формуле
![]()
График обработки партии деталей представлен на рис.1.2.
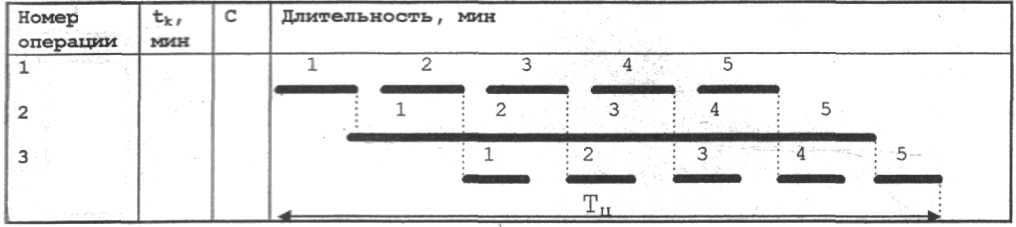
Рис. 1.2.
Параллельно-последовательное сочетание операций характеризуется непрерывной обработкой всех деталей партии на каждой операции. Детали передаются с операции на операцию транспортными партиями.
Длительность производственного цикла обработки партии деталей при параллельно-последовательном сочетании операций рассчитывается по формуле
![]()
где
![]() -длительность короткой операции из
каждой пары смежной операции.
-длительность короткой операции из
каждой пары смежной операции.
При построении графика обработки партии деталей при параллельно-последовательном сочетании операций могут встретиться два случая.
Если длительность последующей операции больше длительности предыдущей операции, начало последующей операции определяется моментом окончания обработки первой транспортной партии на предыдущей операции.
График обработки партии деталей представлен на рис.1.3.
Если длительность последующей операции меньше длительности предыдущей операции, начало изготовления последней транспортной партии на последующей операции соответствует моменту окончания обработки всей партии на предыдущей операции.
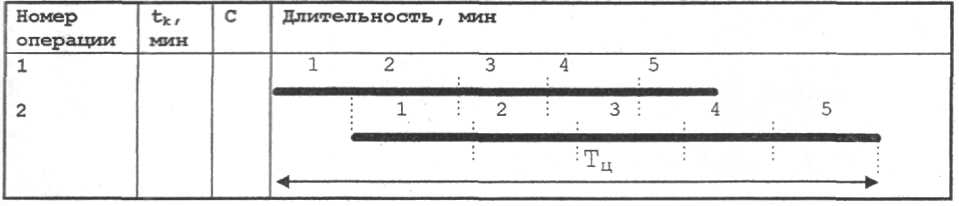
Рис. 1.3.
Продолжительность обработки всех остальных транспортных партий откладывается влево от начала обработки последней транспортной партии на последующей операции для определения момента начала обработки партии на этой операции.
График обработки партии показан на рис.1.4.
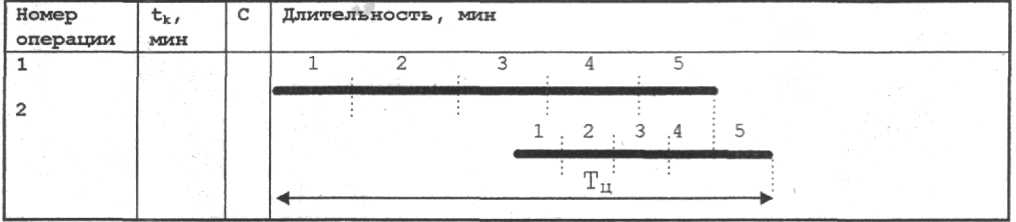
Рис. 1.4.
Таблица 1.1.
Варианты |
1 |
2 |
3 |
4 |
5 |
б |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
26 |
29 |
30 |
n, |
10 |
10 |
10 |
10 |
10 |
20 |
20 |
20 |
20 |
20 |
30 |
30 |
30 |
30 |
30 |
20 |
20 |
20 |
20 |
20 |
30 |
30 |
30 |
30 |
30 |
40 |
40 |
40 |
40 |
40 |
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
5 |
5 |
5 |
5 |
5 |
10 |
10 |
10 |
10 |
10 |
15 |
15 |
15 |
15 |
15 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
Операция
1,
|
5 |
10 |
15 |
5 |
5 |
5 |
10 |
15 |
5 |
5 |
5 |
10 |
15 |
5 |
5 |
5 |
10 |
15 |
5 |
5 |
5 |
10 |
15 |
5 |
5 |
5 |
10 |
15 |
5 |
5 |
Операция
2,
|
10 |
15 |
10 |
5 |
15 |
10 |
15 |
10 |
5 |
15 |
10 |
15 |
10 |
5 |
15 |
10 |
15 |
10 |
5 |
15 |
10 |
15 |
10 |
5 |
15 |
10 |
15 |
10 |
5 |
15 |
Операция
3,
|
15 |
5 |
5 |
10 |
10 |
15 |
5 |
5 |
10 |
10 |
15 |
5 |
5 |
10 |
10 |
15 |
5 |
5 |
10 |
10 |
15 |
5 |
5 |
10 |
10 |
15 |
5 |
5 |
10 |
10 |
Операция
4,
|
5 |
5 |
5 |
15 |
5 |
5 |
5 |
5 |
15 |
5 |
5 |
5 |
5 |
15 |
5 |
5 |
5 |
5 |
15 |
5 |
5 |
5 |
5 |
15 |
5 |
5 |
5 |
5 |
15 |
5 |
Операция
5
|
5 |
10 |
5 |
5 |
5 |
5 |
10 |
5 |
5 |
5 |
5 |
10 |
5 |
5 |
5 |
5 |
10 |
5 |
5 |
5 |
5 |
10 |
5 |
5 |
5 |
5 |
10 |
5 |
5 |
5 |
Операция
1,
|
1 |
2 |
1 |
1 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
2 |
1 |
1 |
1 |
Операция
2,
|
2 |
1 |
2 |
1 |
1 |
2 |
1 |
2 |
1 |
1 |
2 |
1 |
2 |
1 |
1 |
2 |
1 |
2 |
1 |
|
2 |
1 |
2 |
1 |
1 |
2 |
1 |
2 |
1 |
1 |
Операция
3,
|
1 |
1 |
1 |
2 |
2 |
1 |
1 |
1 |
2 |
2 |
1 |
1 |
1 |
2 |
2 |
1 |
1 |
1 |
2 |
2 |
1 |
1 |
1 |
2 |
2 |
1 |
|
1 |
2 |
2 |
Операция
4,
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Операция
5,
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Задание №2 Комплектно -узловой график изготовления изделия
Построить комплектно-узловой график изготовления механизма и определить продолжительность производственного цикла и календарные сроки выполнения операций.
Технологическая схема изготовления механизма представлена на рис.2.1.
Трудоемкость монтажа механизма, узловой сборки, обработки деталей, численность рабочих, выполняющих операцию, приведена в табл.2.1. Трудоемкость операций задана в процентах от общей трудоемкости изготовления механизма.
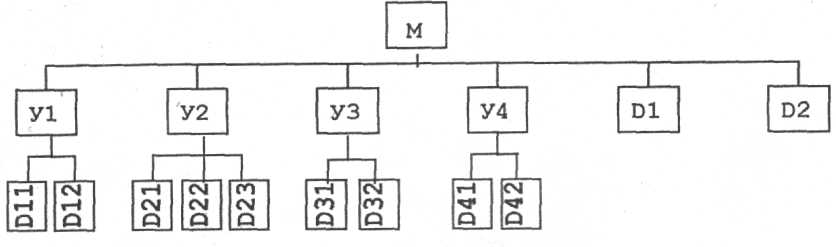
Таблица 2.1.
Обозначения |
М |
У1 |
У2 |
УЗ |
У4 |
D1 |
D2 |
D11 |
D12 |
D21 |
D22 |
D23 |
D31 |
D32 |
D41 |
D42 |
Трудоёмкое |
10 |
3 |
10 |
2 |
15 |
3 |
2 |
б |
5 |
7 |
10 |
8 |
2 |
7 |
4 |
б |
Количество рабочих |
2 |
1 |
2 |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
I |
1 |
1 . |
1 |
1 |
1 |
Плановый
коэффициент выполнения норм
![]() =1,2.
=1,2.
Срок сдачи механизма - 31 декабря.
Общая трудоемкость изготовления механизма (н.-ч) приведена в табл.2.2.
Таблица 2.2.
-
.
Номер варианта
Т
Номер варианта
Т
Номер варианта
Т
1
500
11
1000
21
1500
2
550
12
1050
22
1550
3
600
13
1100
23
1600
4
650
14
1150
24
1650
5
700
15
1200
25
1700
6
750
16
1250
26
1750
7
800
17
1300
27
1800
8
850
18
1350
28
1850
9
900
19
1400
28
1900
10
950
20
1450
30
1950