

Практична робота № 7
Тема: Конструкція, елементи та геометрія інструментів для обробки отворів.
Мета роботи: Вивчення конструкції і геометричних параметрів металорізального інструменту та їх вплив на процес різання.
Оснащення роботи: Верстат, свердла, зенкери, розвертки, схеми, плакати, інструкційна карта.
Конструкція, елементи та геометрія інструментів для обробки отворів
4 3 2 Спіральні свердла
Вид А
а
Канавка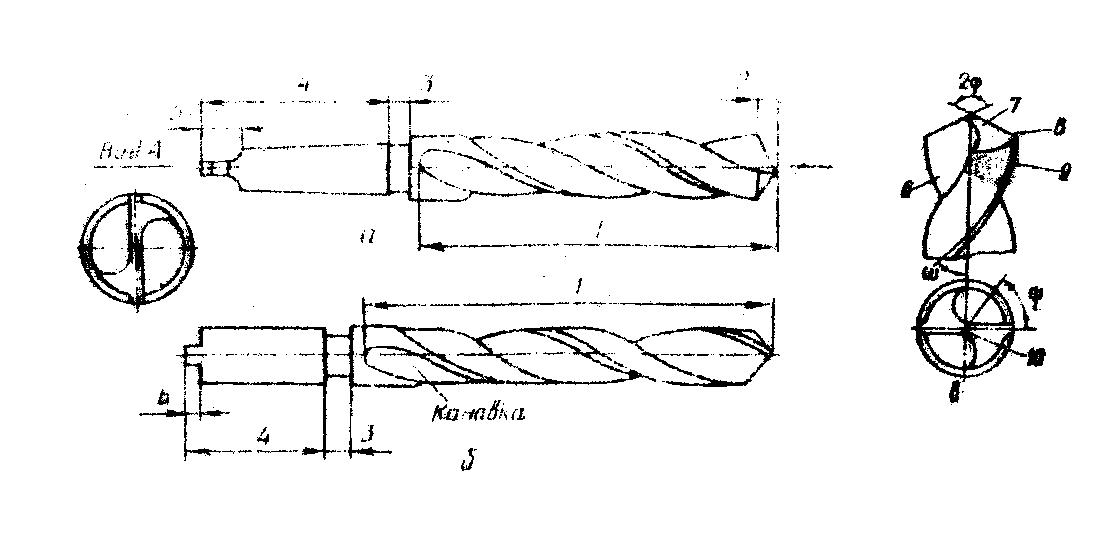
Рис. 1. Основні елементи спірального свердла.
Спіральні свердла (рис.1) найпоширеніший тип свердел. Виготовляють їх діаметром 0,1...80 мм. Спіральне свердло складається з робочої частини 1 (яка включає різальну частину 2), шийки 3, хвостовика 4 і лапки 5. Різальна частина виконує основну роботу різання. Хвостовик може бути циліндричним або конічним. Лапка 5 запобігає провертанню свердла в патроні.
Різальна частина включає передню 6 і задню 7 поверхні, головні 8 і допоміжні 9 різальні кромки, а також поперечну кромку 10. Кут 2 поміж головними різальними кромками має назву – кут при вершині різця. Для обробки сталі і чавуну кут 2 = 118°; для м’яких і в’язких матеріалів (алюмінію, силуміну) – 2 = 80°...90°; для твердих і крихких матеріалів - 2 = 130°...140°. Кут нахилу кромки 10 = 50°...55°.
Для зменшення тертя свердла об стінки отвору на робочій частині його залишають дві вузькі гвинтові стрічки завширшки 0,2...2,6 мм, а решту її роблять меншого діаметра. З цією ж метою діаметр свердла зменшують у напрямі до хвостовика на 0,03...0,1 мм на кожні 100 мм довжини.
Спіральний хвостовий зенкер (рис. 2) складається з робочої частини 3, шийки 4, хвостовика 5. Робоча частина в свою чергу складається з різальної 1 і напрямної 2 частин. Різальна частина різальними кромками, що розташовані по відношенню до осі зенкера під кутом = 45°...60°, виконує основну роботу різання, а напрямна спрямовує зенкер у отвір і забезпечує виготовлення отвору потрібного діаметра.
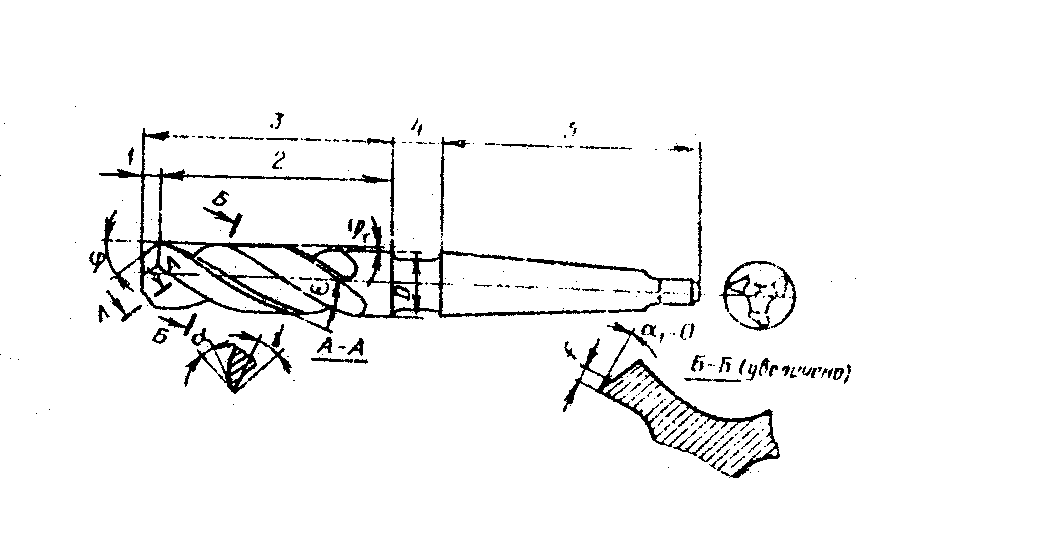
Рис. 2. Основні елементи спірального хвостового зенкера
Спіральні зенкери виготовляють діаметром 10...100 мм з числом зубців 3...6. Напрямна частина зенкера, як і у свердел, має напрямні стрічки завширшки 0,8...2 мм.
Розвертка (рис. 3) складається з робочої частини 1, шийки 2 і хвостовика 3. В робочу частину входять напрямний конус 8, забірна або різальна частина 4, калібрувальна частина 5 і зворотний конус 6. Кут у ручних розверток дорівнює 1...2°, а в машинних – для оброблення крихких і твердих матеріалів = 3...5° і для в’язких матеріалів = 12...15°.
Калібрувальна частина спрямовує розвертку в отворі, надає йому потрібної точності і чистоти поверхні. На зубцях калібрувальної частини залишають стрічку завширшки 0,05...0,5 мм, що забезпечує спрямування розвертки в отворі і „вигладжує” оброблену поверхню. Розвертки виготовляють діаметром 3...50 мм. Число зубців розверток для полегшення вимірювання їх діаметра парне і залежно від його величини та становить близько 6...12.

Рис. 3. Основні елементи розвертки.
Порядок виконання роботи
С в е р д л о
1. Виміряти штангенциркулем основні розміри свердла (номінальний діаметр d; діаметр d1, у місті, де закінчуються спіральні канавки; довжини робочої та різальної частин; головних різальних кромок.).
2. Вирахувати зворотну конусність К калібрувальної частини на довжині 100 мм.
![]()
З е н к е р
1. Виміряти мікрометром номінальний діаметр d зенкера та діаметр d1, у кінці робочої частини.
2. Вирахувати зворотну конусність зенкера.
Р о з в е р т к а
1. Виміряти мікрометром діаметр розвертки у кількох місцях вздовж калібрувальної частини. У результаті беруть найбільше значення діаметру.
2. Виміряти штангенциркулем (вимірювальною лінійкою) довжину розвертки, довжину різальної і робочої частин.
зміст звіту
У звіт необхідно включити:
ескізи свердла, зенкера та розвертки;
характеристику свердла, зенкера, розвертки (номінальні діаметри та марки матеріалів різальних частин);
результати виміру основних розмірів і кутів інструментів для обробки отворів (табл. 1);
Розміри свердла, зенкера і розвертки
Таблиця 1
Г параметри
Інструмент |
d |
d1 |
K |
2 |
|
|
Кількість зубців |
Свердло |
|
|
|
|
|
|
|
Зенкер |
|
|
|
|
|
|
|
Розвертка |
|
|
|
|
|
|
|
 еометр.
еометр.