

38 Дозування пластичних матеріалів
В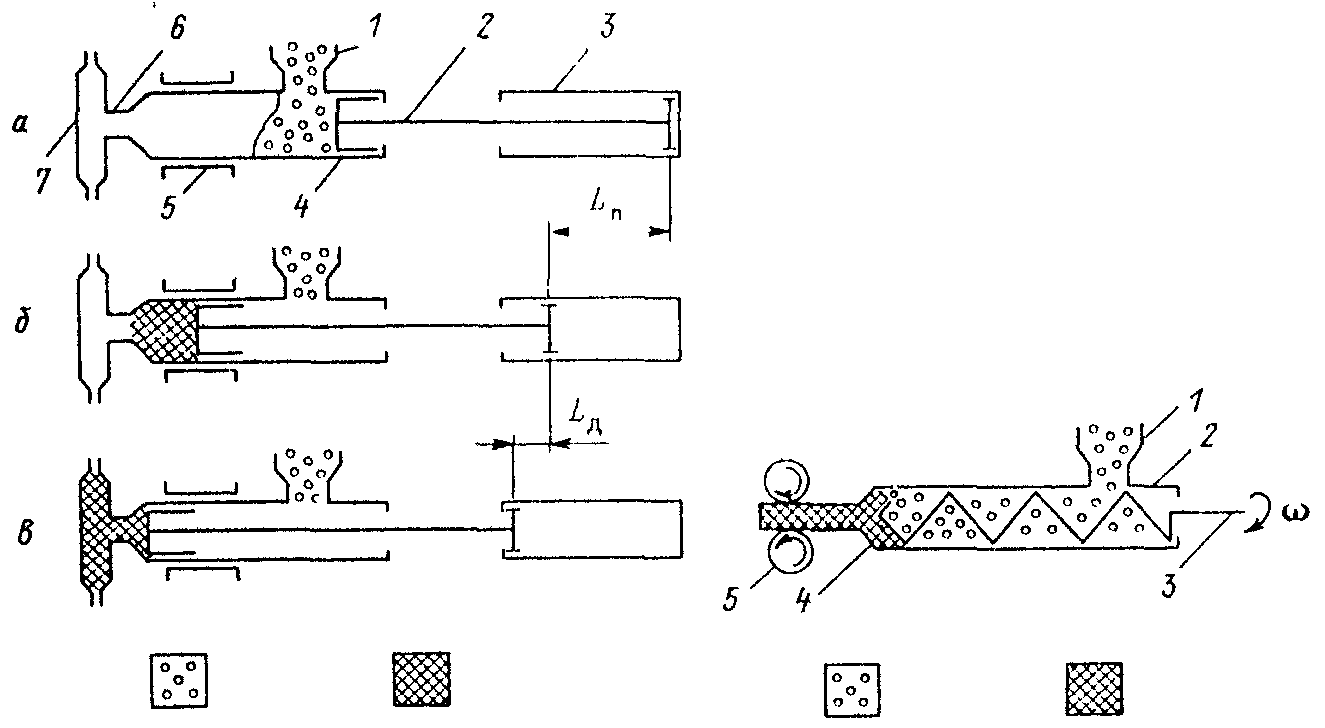 ідмірювання
визначеного обсягу попередньо
підготовленого розплаву полімеру і
його переміщення для наступного
здійснення технологічної операції
формування готового виробу або
напівфабрикату лежать в основі багатьох
методів переробки полімерних матеріалів..
ідмірювання
визначеного обсягу попередньо
підготовленого розплаву полімеру і
його переміщення для наступного
здійснення технологічної операції
формування готового виробу або
напівфабрикату лежать в основі багатьох
методів переробки полімерних матеріалів..
Поршнєвий пластикатор-дозатор литтєвої машини, що працює в періодичному режимі дозування, зображений на мал. 4.2. Порція порошкоподібного матеріалу з бункера 1 зсипається в камеру литтєвого циліндра 4 (позиція а). При русі литтєвого поршня 2 гідроциліндра 3 на відстань Lп матеріал ущільнюється, нагрівається від нагрівачів 5 і зкоплюється біля сопла 6 (позиція б). Підготовлена до впорскування доза переноситься при переміщенні поршня на відстань Lд у порожнину форми 7 (позиція в). Далі цикл повторюється.
37 Червячний Пластикатор-дозатора
Сучасні
види литтєвого і пресового устаткування
оснащуються, у більшості випадків,
черв'ячними пластикаторами-дозаторами
періодичного дозування. Черв'як 6,
обертаючись
з кутовою швидкістю
 і
переміщаючись уздовж своєї осі вправо,
підготовлює в каналі своєї нарізки дозу
розплаву, що зкоплюється в ємності з
змінним обсягом — соплової частини
матеріального циліндра 2 (позиція а).
Після закінчення набору дози заданого
обсягу надходження сировини з бункера
3
припиняється,
обертання черв'яка зупиняється (позиція
б).
Під дією тиску в гідроциліндрі 5 плунжер
4,
жорстко
зв'язаний з черв'яком 6,
переміщає
його вліво на відстань Lд
і видавлює розплав у порожнину форми 1
(позиція в).
і
переміщаючись уздовж своєї осі вправо,
підготовлює в каналі своєї нарізки дозу
розплаву, що зкоплюється в ємності з
змінним обсягом — соплової частини
матеріального циліндра 2 (позиція а).
Після закінчення набору дози заданого
обсягу надходження сировини з бункера
3
припиняється,
обертання черв'яка зупиняється (позиція
б).
Під дією тиску в гідроциліндрі 5 плунжер
4,
жорстко
зв'язаний з черв'яком 6,
переміщає
його вліво на відстань Lд
і видавлює розплав у порожнину форми 1
(позиція в).
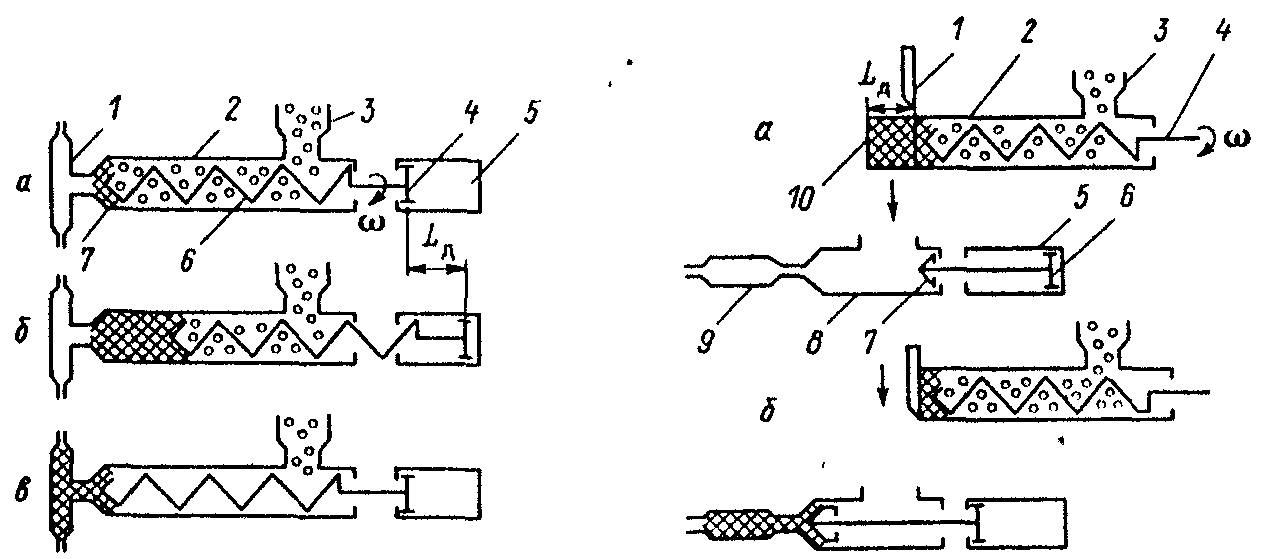
У деяких конструкціях черв'ячних пластикаторів-дозаторів періодичної дії черв'як виконує тільки функції пластикації і набору дози без переміщення останньої в зону формування. Подібним же чином працює черв'ячний пластикатор-дозатор екструзіонно-видувних агрегатів, формуючи методом видавлювання трубчасту заготівлю з полімерного матеріалу, що потім відокремлюється і переміщується у форму пристрою для видування виробу [76]. При цьому дозування розплаву може проводитися як при вільному видавлюванні з голівки екструдера, так і при подачі розплаву в ємність з фіксованим обсягом — у накоплювач.
Запірна арматура дозаторів для в’язкої продукції
Важливою складовою дозувально-фасувальних пристроїв є запірна арматура. У дозувальних пристроях для в’язких продуктів застосовують клапанні, кранові та золотникові види запірної арматури. Кожен із видів запірної арматури використовується в залежності від заданої точності дозування, типу продукції та конструктивного виконання робочого органу.
Клапанна запірна арматура компонується індивідуальним приводом та спрацьовує відповідно до циклограми роботи пакувальної машини. Використовуються клапанні системи в пристроях для дозування продукції з помірною та високою в'язкістю. Для продуктів із твердими включеннями здебільшого використовуються кранові системи.
Основною перевагою клапанної системи є можливість керування процесом дозування, а значне зусилля притискання клапану до сідла (тобто висока щільність з'єднання) та висока швидкість спрацювання дають змогу виконувати операцію відсмоктування залишків продукції у насадці після видачі дози.
До недоліків цієї системи можна віднести значний коефіцієнт втрат напору продукції під час її переміщення, необхідність контролю ущільнювальних елементів у місцях контакту клапана з сідлом.
Кранові системи (рис. 2.101) застосовують практично для всіх видів в'язкої продукції. За рахунок значного пропускного перерізу каналу можна ефективно дозувати і фасувати в'язку продукцію із твердими включеннями та продукцію з високою в'язкістю. Як правило, кранові системи оснащуються пневматичним приводом (рідше електромагнітним або механічним) та керуються відповідно до циклограми роботи пакувальної машини.
Такі системи також дають змогу відсікати залишки продукції у вихідному каналі фасувального пристрою.
До переваг застосування кранових систем можна віднести: можливість керування швидкодією; видалення залишків продукції у насадці; значна пропускна здатність; простота конструкції та монтажу.
До недоліків – складність ущільнення крана та корпуса; високі вимоги до точності обробки поверхонь крана та корпуса.
Дещо менше в дозувальних пристроях застосовується золотникова запірна арматура. Золотникова запірна арматура не має приводу і керується різницею тисків продукції. Використовується для продукції з помірною в’язкістю. Широко застосовується в мембранних дозаторах. Має такі переваги: відсутність власного приводу; простота конструкції та монтажу, постійне положення за відсутності зовнішнього зусилля. До недоліків можна віднести: неможливість створення значного зусилля до сідла; значний коефіцієнт втрат; необхідність комплектування додатковим механізмом відсікання залишків продукції, необхідність в ущільнювальних елементах.
На запірну арматуру встановлюють механічний, пневматичний та електромагнітний приводи.