

1.12. Расчёт линии рифлёных цилиндров на прочность.
Для создания необходимого поля сил трения и обеспечения надежного зажима волокна поверхность цилиндров делается рифленой. Под действием нагрузки на валики волокна и эластичное покрытие валика вдавливаются в канавки между рифлями цилиндра. При этом валик приобретает скорость, равную скорости цилиндра.
Эксперименты указывают на большое влияние профиля и состояние рифлей на ход технологического процесса и на величину необходимой нагрузки на валик. Среднее удельное давление между цилиндром и валиком зависит от ширины ленточки рифля. Чем больше ширина ленточки, тем меньше удельное давление, тем больше должна быть нагрузка на валик.
Во избежание быстрого износа и случайных повреждений рифленая поверхность цилиндра должна обладать высокой твердостью; у переднего цилиндра не ниже НRC 55; у остальных цилиндров — не ниже НRC 50. Цилиндры изготовляются из низко-углеродистых сталей 10 и 15 (с соответствующей термической обработкой), либо из стали 45 с поверхностной закалкой токами высокой частоты. Длинная линия цилиндров испытывает напряжения изгиба и кручения, поэтому материал цилиндров должен быть при высокой поверхностной твердости прочным и вязким. Рифленые поверхности цилиндров должны быть обработаны по 9-му классу чистоты, биение не должно превышать 0,03—0,05 мм. Чем больше частная вытяжка e, тем меньше должен быть до-пуск на биение; при е = 20 биение не должно быть более 0,02 мм.
Расчет цилиндров на прочность имеет характер проверочного. Цилиндры рассчитываются на сложное сопротивление — изгиб и кручение. Определение крутящего момента можно вести двумя путями:
Мощность, потребляемая вытяжным прибором, составляет 15—25% мощности, всей машины (N). В расчете на одну сторону вытяжного прибора мощность
![]()
![]() (95)
(95)
Мощность,
потребляемую одной линией вытяжного
прибора, можно определить приближенно,
распределив
![]() пропорционально числу оборотов и
нагрузке на каждую линию прибора:
пропорционально числу оборотов и
нагрузке на каждую линию прибора:
 (96)
(96)
где N1, N2, N3 — мощность соответственно первой, второй и третьей линий;
n1, n2, n3—числа оборотов соответствующих трех линий вытяжного прибора;
Q1, Q2, Q3 — нагрузки на каждую линию прибора.
Действительная мощность на каждой линии определяется из равенств:
![]() ;
;
![]() ;
;
![]() ,
,
где
![]() — к. п. д. зубчатой передачи от шестерни,
приводящей во вращение сторону вытяжного
прибора, до шестерни соответствующей
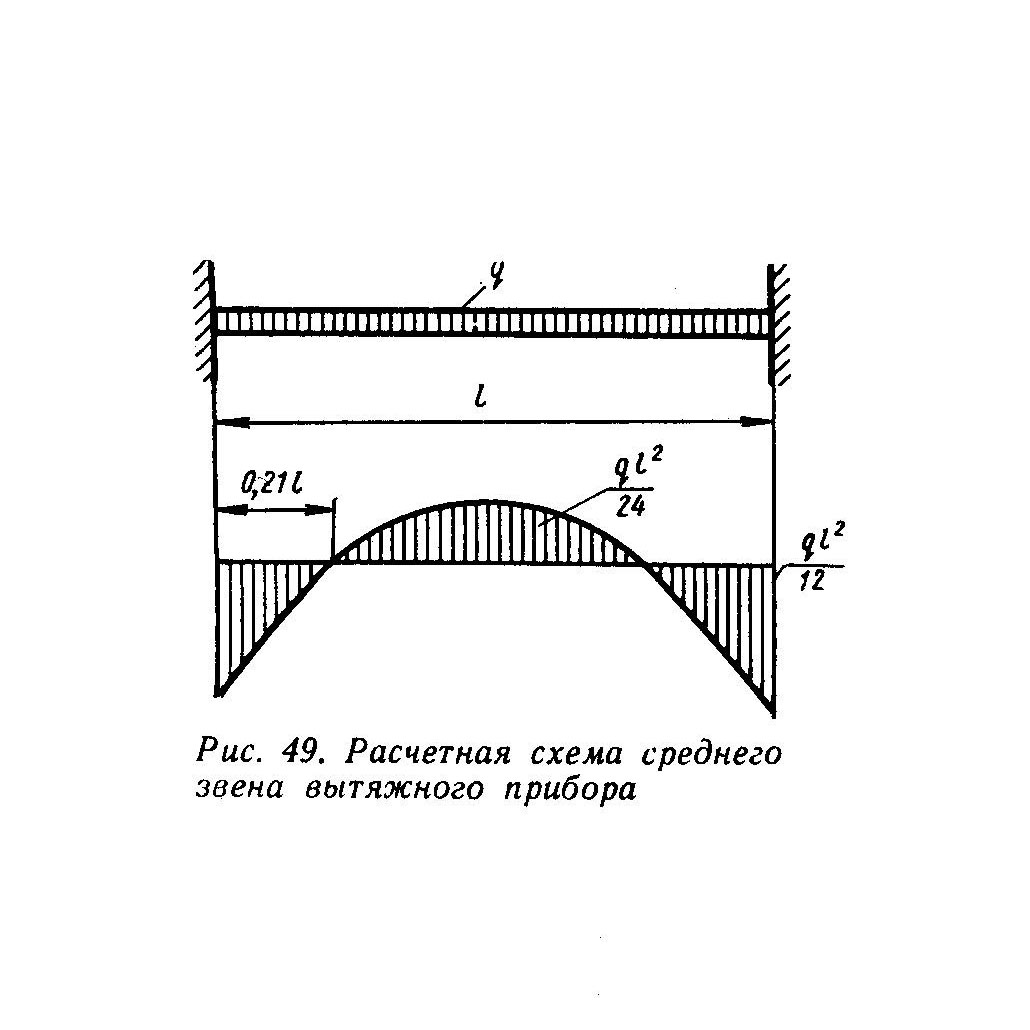
линии. Для проверочного расчета звеньев
рифленых цилиндров необходимо знать
распределение крутящего момента вдоль
линии вытяжного прибора.
— к. п. д. зубчатой передачи от шестерни,
приводящей во вращение сторону вытяжного
прибора, до шестерни соответствующей
линии. Для проверочного расчета звеньев
рифленых цилиндров необходимо знать
распределение крутящего момента вдоль
линии вытяжного прибора.
Для такой балки максимальный изгибающий момент возникает на опоре:
![]() .
(99)
.
(99)
Заметим, что на опоре цилиндр имеет и минимальный диаметр (рабочая шейка). При известном крутящем моменте, действующем в данном пролете, можно провести проверочный расчет среднего звена на статическую прочность по одной из теорий прочности (например, по энергетической):
![]() ;
(100)
;
(100)
![]() ,
(101)
,
(101)
где ЭКВ—эквивалентное напряжение;
WИЗГ—момент сопротивления сечения изгибу.
Проводим проверочный расчет цилиндров на усталость. Цилиндры испытают напряжения по симметричному циклу. Расчет ведем по формуле
![]() ,
(104)
,
(104)
где — масштабный фактор;
К—эффективный коэффициент концентрации напряжений в опасном сечении;
n— запас прочности, выбираемый в средних условиях в пределах 1,5—2,5;
-1 — предел усталости материала цилиндра при симметричном цикле напряжений.
Угол закручивания вала в месте приложения крутящего момента опред.

Lш- длина шейки
IP – момент инерции
G- модуль упругости 2 -города