

2.8. Устройство и работа штапелирующих машин.
Штапелирующая машина, машина, применяемая в текстильной промышленности для получения из химических нитей, собранных в жгут, штапелированной ленты, из которой затем изготовляют пряжу. Штапелирование производят разрезанием или разрывом нитей в жгуте. Первый способ имеет ряд преимуществ, т. к. даёт возможность получить волокна более равномерные по длине и без чрезмерного внутреннего напряжения.
На рис.1 приведена технологическая схема современной штапелирующей машины. Сущность работы машины заключается в формировании из нескольких жгутов питающего холстика (ленты) с помощью приёмной рамки, в натяжении холстика между питающими и промежуточными цилиндрами, в разрезании нитей (под углом ~8 по направлению движении (утонении)) получении штапелированной ленты при помощи отделительных цилиндров и вытяжных пар, в уплотнении ее гофрирующим устройством и в укладке ленты в таз с помощью направляющих валиков головки лентоукладчика.

Рис1.Устройство штапелирующей машины.
Схема ленточной резально-штапелирующей машины: 1 — приёмная рамка; 2 — питающие цилиндры; 3 — промежуточные цилиндры; 4 — режущее устройство; 5 — отделительные цилиндры; 6 — вытяжные пары; 7 — гофрирующее устройство; 8 — направляющие валики; 9 — головка лентоукладчика; 10 — таз; 11 — основание лентоукладчика.
Работа машины.
Традиционно химические волокна разрезаются на штапели определённой длины 40-70мм, а затем это волокно перерабатывается по всем технологическим переходам. При этом хорошо распрямлённые волокна в жгуте снова перепутываются, часть их выпадает в отходы. Для более рациональной переработки разработана сокращённая система прядения, позволяющая получать ленту непосредственно из жгута на штапелирующих машинах. Из технологии сокращается РОА и чёсальный переход. При этом сокращается количество отходов, трудо и энергозатраты, экономия производственной площади.
Существует 3 способа штапелирования:
Способ неконтролируемого разрыва.
Способ контролируемого разрыва.
Способ дифференциального резания.
1.Штапелирование этим способом осуществляется между 2-мя парами цилиндров, вращающихся с разными скоростями.
П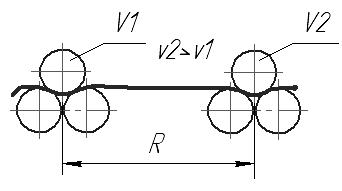 итающие
и выпускные пары состоят из двух стальных
цилиндров и верхнего нажимного валика
с эластичным покрытием.
итающие
и выпускные пары состоят из двух стальных
цилиндров и верхнего нажимного валика
с эластичным покрытием.
Возникающее усилие сначала удлиняет волокно, а затем разрывает его, причём разрыв может произойти в любом сечении вытяжного поля. Когда удлинение достигает величины, волокно рвётся, при этом в ленте образуются волокна разной длины.
Чем больше разводка, тем больше неровнота волокон по длине. Для переработки толстых жгутов (до 100 кТекс) и уменьшения неровноты по длине, на таких машинах используют не одну, а несколько зон разрыва. В 1-ой зоне разрыва разводка больше необходимой, а затем уменьшается до нужной.
Волокна, длина которых меньше R, вторичному разрыву не подвергаются.
Недостатки способа:
Большая неровнота волокон по длине
При разрыве волокна испытывают критические дифформации и изменяются их первоначальные свойства, уменьшается их толщина, разрывное удлинение, увеличивается усадка.
2.Способ контролируемого разрыва.
Суть способа заключается в том, что пластины надсекающего вала воздействуют на предварительно натянутый в зоне надсекания жгут, при этом разрыв нитей происходит при меньшем их натяжении и при меньшем изменении их первоначальных свойств. Получается лента с длиной волокон близкой к расчётной и с меньшей неровнотой, чем в предыдущем способе.
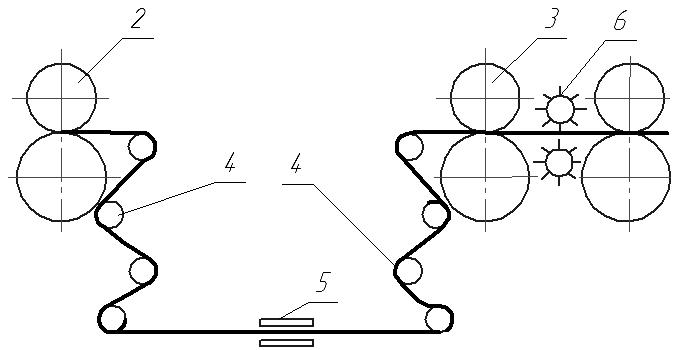
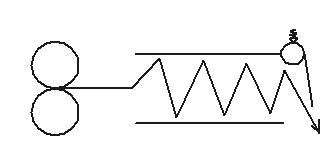
Расправленный жгут проходит через ряд прямых и дугообразных напрямляющих 1 и поступает в зону вытяжки, состоящую из питающей пары 2, промежуточной пары 3 и ряда тормозных валиков 4. Между тормозными валиками установлены верхняя и нижняя термоплита 5.
Между парами 2 и3 происходит вытяжка волокон. Вытянутый жгут поступает в зону надсекания , где установлены сверху и снизу восьмизубые фрезы. Фрезы могут перемещаться влево или вправо, для изменения длины резки. Вытяжка устанавливается в зависимости от требуемой линейной плотности ленты. Те волокна, которые не надсеклись фрезами разрываются неконтролируемым разрывом.
Недостатки способа:
Неровнота тех волокон по длине, которые разорвались без надсекания.
Образование коротких волокон, при отсекании волокон фрезами.
3.Способ дифференциального резания.
Для
этого способа применяются
резально-штапелирующие машины типа
ЛРШ-2-40, ЛРШ-70. Общая вытяжка на машинах
до 6. Тл=3-10 кТекс. Жгут расправляется и
натягивается в питающих и направляющих
рамках, огибая, прямолинейные и
дугообразные стержни. Натяжение
изменяется путём изменения угла обхвата
стержней по формуле Эйлера:
![]() .
Секция штапелирования состоит из
верхнего спирального ножевого вала и
нижнего опорного вала. После разрезания
холстик направляется в секцию вытягивания,
которая состоит из 5 вытяжных пар. Там
происходит сдвиг волокон и разрыв
неразрезанных волокон неконтролируемым
способом. Разрываются волокна с длиной
более 2Lштап. Вытяжная
пара состоит из двух нижних рифленых
цилиндров и верхнего нажимного валика
с эластичным покрытием. Разводка в
вытяжном приборе уменьшается в сторону
выпуска и в последней зоне равна длине
резки. Далее жгут попадает в гофрирующее
устройство.
.
Секция штапелирования состоит из
верхнего спирального ножевого вала и
нижнего опорного вала. После разрезания
холстик направляется в секцию вытягивания,
которая состоит из 5 вытяжных пар. Там
происходит сдвиг волокон и разрыв
неразрезанных волокон неконтролируемым
способом. Разрываются волокна с длиной
более 2Lштап. Вытяжная
пара состоит из двух нижних рифленых
цилиндров и верхнего нажимного валика
с эластичным покрытием. Разводка в
вытяжном приборе уменьшается в сторону
выпуска и в последней зоне равна длине
резки. Далее жгут попадает в гофрирующее
устройство.
Колондровыми валами лента уплотняется и подаётся в гофрирующую коробку, выход из которой закрыт подпружиненным клапаном. Волокна при этом приобретают извитость. Готовая лента укладывается в таз лентоукладчиком.
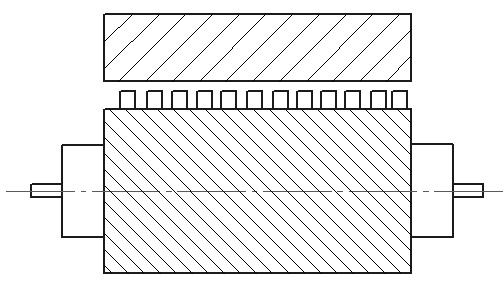
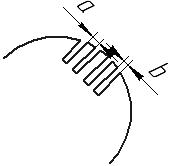
Ножевой вал. Режущая кромка.
При вращении ножевого вала часть волокон разрезается при первом заходе спирали, часть при втором и т.д., поэтому волокна получаются разной длины от Lшт. до nLшт.
На
режущей кромке выполнены пазы. Волокна,
попадающие в пазы, остаются неразрезанными,
что необходимо для сохранения целостности
ленты. Доля неразрезанных волокон
зависит только от ширины паза (b)
и зуба (а) и равна
![]() .
Волокна разрезанные при предыдущем
проходе спирали ножа и волокна, которые
будут разрезаны при следующем проходе
ножа имеют длину:
.
Волокна разрезанные при предыдущем
проходе спирали ножа и волокна, которые
будут разрезаны при следующем проходе
ножа имеют длину:
![]() ,
где m-число заходов спиралей
ножей.
,
где m-число заходов спиралей
ножей.
Т.к. в ленте с ЛРШ сохраняются длинные волокна, то лента пропускается через 3 перехода смешивающих машин СМ-2-40 с четырёхзонным вытяжным прибором.