

1.22 Проектирование батанных м-мов
Основной технологической функцией батанного механизма является прибивание уточной нити к опушке вырабатываемой ткани. Кроме того, батан выполняет ряд дополнительных функций: обеспечивает прокладывание уточной нити по брусу батана,, является приводным механизмом для товарного и основного регуляторов, автомата смены шпуль, разгрузки клапанов и др.
На батане челночных ткацких станков монтируются многочелночные приборы, предохранительные устройства от вылета челнока и механизмы контроля уточной нити. В батан этих станков встроен боевой механизм, погонялка которого совершает переносное движение вместе с батаном.
Батанные механизмы по их кинематической структуре подразделяются на четыре основных типа.
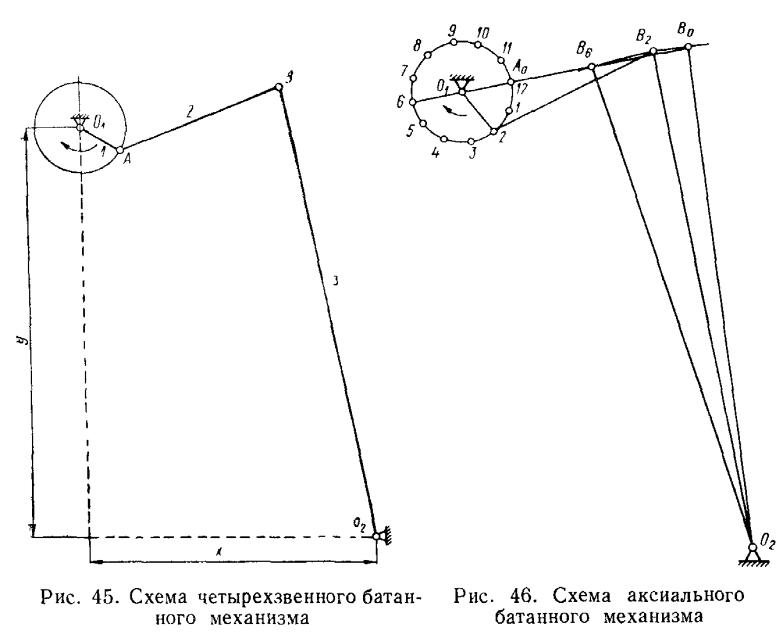
Четырехзвенный батанный механизм. Этот тип механизма (рис. 45) является основным и включает кривошип 1 (колено), поводок 2 и батан 3 (лопасть батана). На автоматических ткацких станках типа AT радиус лопасти R = В02 примерно в десять раз. длиннее радиуса r = О1А кривошипа и конструктивные параметры механизма имеют следующие значения: х = 450 мм, у = — 634 мм r = 70 мм, l = АВ = 264 мм R = 726 мм
Если направление хорды, стягивающей полную дугу перемещения пальца В лопасти (рис. 46), проходит через ось 01 коленчатого вала, механизм называется осевым или аксиальным. В противном случае — внеосевым или дезаксиальным.
Нормальное отношение длины 1 поводка к радиусу кривошипа r составляет - Если отношение , тогда механизм называется с коротким поводком, и если равно или больше пяти — с длинным поводком.
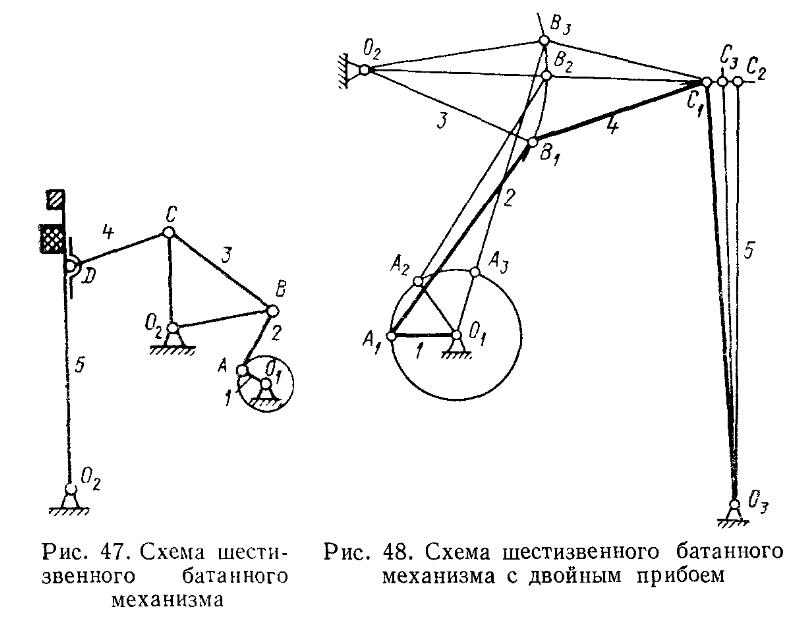
Шести- и восьмизвенный батанный механизм. На рис. 47 показана схема применяемого в шерстоткачестве шестизвенного механизма с кривошипом 1, шатуном 2, угловым рычагом 3, поводком 4 и батаном 5. При изготовлении особо плотных тканей используются механизмы с двойным прибоем (рис. 48). Кривошип 1 через тягу 2 и шарнир В сообщает качательное движение рычагу 3, к которому в том же шарнире В присоединен поводок 4 и батан 5. В положении кривошипа 01А2 рычаг 3 и поводок 4 вытягиваются вдоль одной линии и происходит прибой. При мертвом положении кривошипа (01А3) рычаг 3 и шарнир В занимает крайнее верхнее положение Вг и батан отходит в положение С3О3. При последующем вращении кривошипа вновь рычаг 3 и поводок вытягиваются в одну линию и батан вторична приходит в положение прибоя.
Восьмизвенные батанные механизмы применяются в целях обеспечения для батана приближенного выстоя во время полета челнока.
Кинематический и силовой анализ четырехзвенного батанного механизма
При кинематическом анализе четырехзвенного батанного механизма построение планов положений производится по базисным координатам х и у’ и кинематическим длинам звеньев: кривошипа 01А = r, поводка АВ = l и лопасти В02 = R. В дальнейшем будем именовать кривошип (коленчатый вал) звеном l, поводок — звеном 2 и лопасть — звеном 3. Все кинематические и динамические параметры, относящиеся к этим звеньям, имеют соответствующую номерам звеньев индексацию.
За начальное положение механизма принимается переднее мертвое положение прибоя О1А0В002 для построения которого дуга, описываемая пальцем В батана, засекается из 01 радиусом, равным r + l. Для построения заднего мертвого положения механизма та же дуга засекается радиусом 1—r
Проектирование и расчет кулачкового батанного механизма
К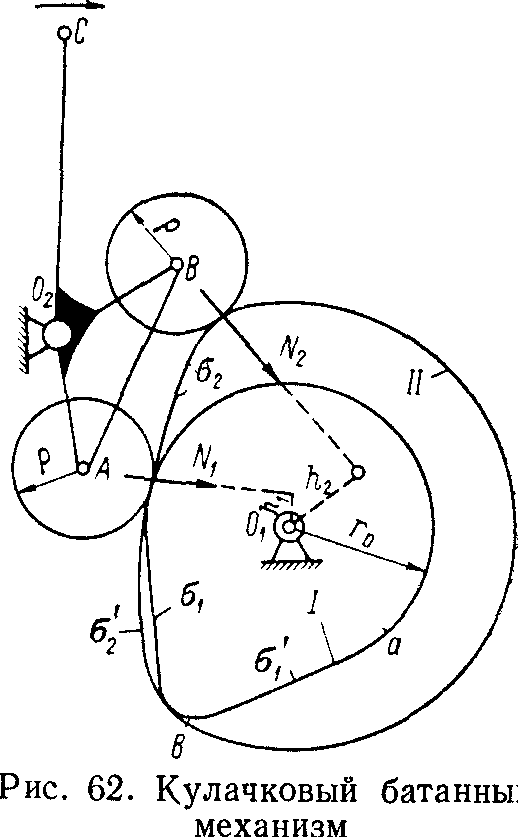 улачковый
механизм (рис. 62) состоит из двух
плоскопараллельных спаренных кулачков
I и II,
контактующих соответственно с каточками
A и B, которые
шарнирно закреплены на трехплечем
рычаге АВ02С, причем
плечо 02С является
лопастью батана, а точка С относится
к линии берда. Обычно плечи 02А
— 02В; радиусы каточков
также одинаковы.
улачковый
механизм (рис. 62) состоит из двух
плоскопараллельных спаренных кулачков
I и II,
контактующих соответственно с каточками
A и B, которые
шарнирно закреплены на трехплечем
рычаге АВ02С, причем
плечо 02С является
лопастью батана, а точка С относится
к линии берда. Обычно плечи 02А
— 02В; радиусы каточков
также одинаковы.
Допустим, что кулачки вращаются по часовой стрелке и на рис. 62 лопасть находится в конечной фазе своего выстоя. При последующем вращении кулачков выступ б1 кулачка I с возрастающими радиусами своего профиля, контактируя с каточком A, поворачивает лопасть по часовой стрелке. В то же время каточек В соприкасается с дугой б'2 кулачка II, имеющей ниспадающий профиль и не препятствующий движению каточка В при вынужденном движении каточка Л. Таким образом, выступ б1 кулачка I играет активную или рабочую роль, а выступ б'2 кулачка II — пассивную (контркулачок). При возвратном движении лопасти 02С роли кулачков меняются: каточек В, контактируя с выступающей частью б2 профиля кулачка //, принужденно поворачивает лопасть против часовой стрелки, в то время как другая часть профиля б'1 кулачка не препятствует этому движению. На последующем этапе при выстое лопасти, кулачки имеют окружное очертание постоянных радиусов, начиная с точек a и b на профилях кулачков I и II.
В случае вращения кулачков против часовой стрелки назначение дуг кулачков меняются (б'1 соответствует активному действию, б'2 — пассивному).
Кулачок / и контур кулачок // воздействуют на каточки А и В с силой N1 и N2, создавая движущие моменты с плечами h1 и h2.
При проектировании двухдискового кулачкового батанного механизма прежде всего составляем циклограмму движения батана или лопасти за один оборот главного вала станка, задаваясь углом выстоя батана и закономерностью его перемещения на прибой и обратно (рис. 63). По оси иксов отложены углы ф поворота главного вала, разбитые на i = 36, При равномерном вращении кулачков масштаб перевода ф во время — постоянный и ось абсцисс может быть представлена временем t.
Синусоидальная (циклоидальная) закономерность определяется
![]()
Д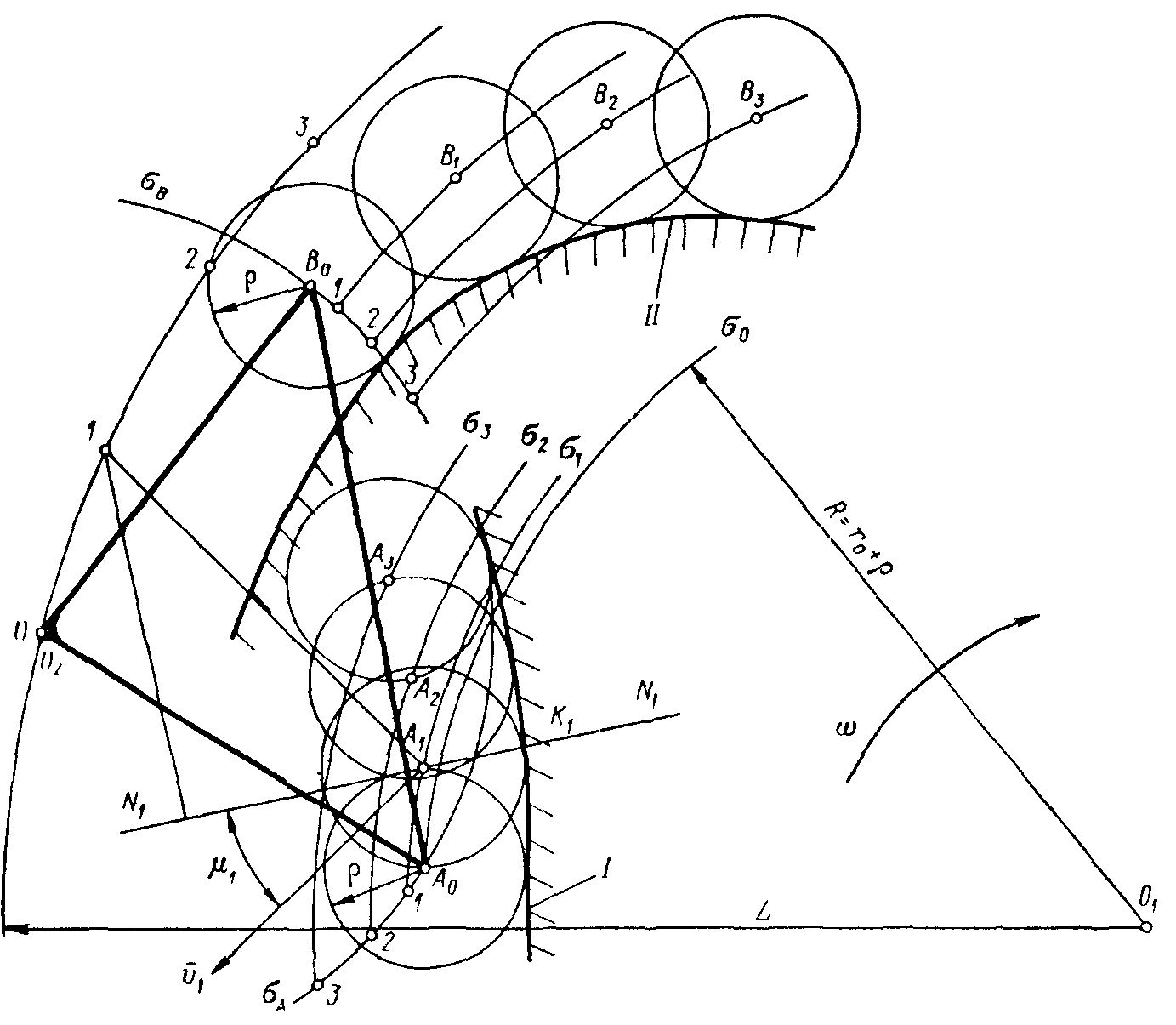 ифференцируя
дважды по времени, получим выражение
для скорости и ускорения
ифференцируя
дважды по времени, получим выражение
для скорости и ускорения
![]()
![]()
где
![]() —полный
путь размаха центра каточка;
—полный
путь размаха центра каточка;![]() — отношение текущего времени t
к полному времени Т поворота
на угол φ1 Время поворота
батанного механизма на угол φ1
— отношение текущего времени t
к полному времени Т поворота
на угол φ1 Время поворота
батанного механизма на угол φ1
![]() где
п — число оборотов главного вала
станка.
где
п — число оборотов главного вала
станка.
Рис. 64. Построение профиля кулачка батанного механизма
На циклограмме построены графики 1, 2 иЗ перемещений, скоростей и ускорений соответственно уравнениям (6)—(8). Положительной стороной синусоидальной закономерности в рассматриваемой форме является отсутствие ускорений в начальный и конечный моменты движения.
Для расчета путей следует разделить время Т на несколько интервалов (на рис. 63 время Т разделено на шесть частей), и для каждого частного значения времени вычислить пути S.
Графическое профилирование кулачков производится исходя из выбранных или заданных следующих основных параметров (рис. 64): расстояния L = О1О2, определяющего фиксированное положение точек 0Х и 02; равенства плеч рычагов 02А = 02В; размера АВ; радиуса начальной шайбы г0; практического профиля меньшего кулачка /; радиуса роликов р.
Из центра Ог проводим большую окружность радиуса L = = Ог02 и малую окружность радиуса R = г0 + р. Большую окружность с радиусом L делим на i равных частей в направлении обращенного движения оси 02 относительно 01г т. е. обратно угловой скорости со кулачков / и //, Из начальной точки О этих делений проводим радиусами 02А и 02В дуги ал и ав путей точек А и В. От точки А0 пересечения дуги оА с малой окружностью производим разметку путей согласно циклограмме для точки Л.
Одновременно производим разметку путей точки В на дуге ов~ Эту разметку удобнее всего провести путем засечки дуги ав из одноименных точек на дуге оА радиусом АВ, Через размеченные таким образом точки проводим из центра О дуги аг, а2, . . ., а*. Находим точки пересечения этих дуг с дугами, проводимыми из одноименных точек на большой окружности радиусами 02А и 02б, затем получаем точки А0, А1 А2, А3 и т. д. и В0, Ви B2i B3 и т. д. Вокруг этих точек описываем окружности радиуса каточка р. Построенные огибающие к окружностям определяют практические профили кулачков I и II.
Долговечность и надежность работы кулачковых механизмов во многом зависит от углов передачи давления, т. е. от острых углов, заключенных между направлениями нормали к профилю кулачка в точке его касания с каточком и абсолютной скорости центра каточка. Предельные значения углов передачи не должны превышать 35°. Углы уменьшаются с увеличением радиуса г0 начальной шайбы практического профиля.