

7.6 Выбор основных материалов допечатного процесса
В качестве материала для изготовления фотоформ послужила фототехническая плёнка фирмы Agfa.
Материалом для печатных форм офсетной печати служат пластины. Это алюминиевая, полиэфирная или бумажная основа с нанесенной на нее композицией, состоящей из тонкого светочувствительного (копировального) слоя. Выбор типа офсетной пластины производился на основе технологии изготовления печатных форм.
Для изготовления формы были выбрана офсетная монометаллическая пластина [5]. Структура монометаллической формной пластины показана на рис. 7.3.
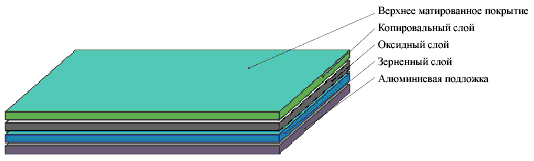
Рис. 7.3 – Структура монометаллической формной пластины
Толщина пластины была выбрана согласно требованиям печатной машины. Она равна 3мм. Была выбрана пластина тиражестойкостью 100000 экз., что соответствует размеру тиража издания.
Офсетное полотно — одно из главных звеньев в печатном процессе: именно от него зависит качество переноса краски с формы на бумагу, передачи растровой точки и плашек.
К выбранному резиновому полотну предъявляются следующие требования:
офсетное полотно должно обладать упругими свойствами, определяющими его поведение под действием давления в процессе печатания; поверхность полотна должна хорошо воспринимать печатную краску с формы и передавать её на бумагу; на поверхности не должно быть раковин, углублений, трещин.
Для данного издания было выбрано трёхслойное жёсткое резиновое полотно для печати на бумаге, для текстовых работ толщиной 1,7 мм.
7.7 Расчёт загрузки и трудоёмкости по допечатным процессам
Расчёт загрузки необходим по изготовлению печатных форм для определения трудоёмкости каждой операции. Результаты расчёта представлены в табл. 7.4.
Таблица 7.4 – Результаты расчёта загрузки по изготовлению печатных форм
Наименование элемента издания |
Блок |
Обложка |
Формат |
70х100/32 |
30х17,5 |
Красочность |
1+1 |
4+0 |
Формат фотоформ, см |
74х102 |
21х27 |
Всего фотоформ |
26 |
4 |
Тиражестойкость печатной формы, тыс. отт. |
100 000 |
100 000 |
Всего печатных форм |
26 |
4 |
Количество фотоформ Ффф было рассчитано по формуле (4.1):
 ,(7.1)
,(7.1)
где nб - число полос в блоке,
k - красочность,
nфф - число полос на фотоформе.
Количество тиражных печатных форм Пф рассчитано по формуле (7.4):
![]() ,(7.4)
,(7.4)
где N = T / Tст - число комплектов печатных форм,
Т - тираж издания, тыс. экз.,
Тст - тиражестойкость печатных форм, тыс. экз.
Результаты расчёта трудоёмкости операций представлены в таблице 7.6. Нормы времени были взяты из справочной литературы [6].
Таблица 7.6 – Результаты расчёта трудоёмкости операций
Наименование операции |
Сканирование |
Вёрстка |
Монтаж фотоформ |
Изготовление офсетных форм |
Учётные единицы |
1 стр. |
1 стр. |
1 диапозитив |
1 форма |
Количество учётных единиц |
584 стр. |
584 стр. |
27 |
27 |
Норма времени на одну учётную ед. |
1,5 ' |
2,5' |
5,5' |
19' |
Трудоёмкость |
14,6 чел.-час |
24,3 чел.-час |
2,48 чел.-час |
8,55 чел.-час |