1. Выбрать способ термообработки, обеспечивающий получение толстолистой
горячекатаной стали со следующим комплексом механических свойств:
а) максимальная прочность при минимальной пластичности и вязкости;
Высокая прочность, низкие пластичность и ударная вязкость. Это необходимо для инструментальных сталей высоколегированных, высокоуглеродистых. Режим термообработки закалка + низкий отпуск. Структура, получаемая после термообработки мартенсит отпуска + карбиды. Обработка осуществляется в закалочных и отпускных печах.
б) максимальная вязкость при «среднем» уровне прочности и пластичности;
ударная вязкость (максимальная), средние пластичность и прочность. Для конструкционных сталей. Режим термообработки нормализация. Структура, получаемая после термообработки феррит+перлит. Обработка осуществляется в нормализационных печах.
в) средний уровень прочности, вязкости и пластичности с прокатного нагрева (без дополнительной термообработки);
Средние значения прочности и ударная вязкости, пластичности. Для сталей конструкционных строительных и машиностроительных применяется контролируемая прокатка. В зависимости от скорости охлаждения получают структуру:
- 10-200С/сек - феррит+перлит – толстый лист и плиты;
- 30-400С/сек – сорбит+бейнит;
- более 500С/сек – мартенсит.
Осуществляется с помощью установок контролируемого охлаждения.
г) максимальная вязкость при повышенной прочности (выше, чем в варианте (б), но без дополнительной термообработки).
Высокие прочность (максимальная) и ударная вязкость, низкая пластичность. Для конструкционных машиностроительных улучшаемых сталей. Режим термообработки закалка + высокий отпуск. Структура, получаемая после термообработки сорбит отпуска. Обработка осуществляется в закалочных и отпускных печах и роликовых закалочных машинах.
2. Какие температурные параметры технологического процесса горячей прокатки определяют: структуру и механические свойства (указать тенденцию изменения свойств при изменении конкретных параметров)?
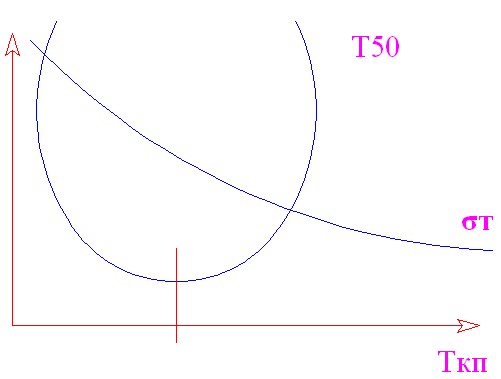
На структуру и механические свойства влияют температура конца прокатки и температура смотки.
Температурные параметры |
D, мм |
Механические свойства |
|||
σв, МПа |
σт, МПа |
δ, % |
KCU, Дж/см2 |
||
↓ tкп ↓ tсм |
↓ |
↑ |
↑ |
↓ |
↑ |
3. Указать основную проблему регулирования температуры конца прокатки при производстве толстых полос. Какое механическое свойство является лимитирующим? Какими структурными параметрами оно определяется?
При производстве толстых полос проблемой является понижение температуры конца прокатки.
Лимитирующими механическими свойствами при производстве толстых полос являются прочность, вязкость и хладостойкость, так как толстый лист применяется для производства несущих конструкций и труб в северном исполнении. Для этого необходимо получить игольчатую структуру (феррит игольчатый + бейнит или феррит игольчатый+феррит зеренный).