

34) Метод групповой взаимозаменяемости.
Обеспечение требуемого качества изделий, в том числе (и прежде всего) показателей назначения, технологичности и надежности, определяется достижением заданных параметров замыкающих звеньев размерной цепи.
Именно с этой целью выявлялись размерные цепи и их уравнения, устанавливающие функциональные связи замыкающих и составляющих звеньев.
Задачи размерных расчетов в их прямой и обратной постановках считаются решенными, если между заданными параметрами замыкающего звена и параметрами, рассчитанными по уравнениям размерных цепей, достигнуты следующие соотношения:
В настоящее время для достижения точности замыкающего звена различают следующие методы:
— полной взаимозаменяемости;
— неполной взаимозаменяемости;
— групповой взаимозаменяемости;
— регулирования;
— пригонки.
Применительно к производственным технологическим процессам указанные методы характеризуют методы сборки изделий и соответственно виды сборочных работ, выполняемых с целью обеспечения требуемой точности замыкающих звеньев размерных цепей.
Методы групповой взаимозаменяемости и пригонки. Общая характеристика метода групповой взаимозаменяемости. Метод групповой взаимозаменяемости — метод, при котором требуемая точность замыкающего звена размерной цепи достигается добавлением в размерную цепь составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы.
Достоинством метода является достижение высокой точности замыкающего звена при экономически целесообразных допусках составляющих звеньев размерной цепи. Метод находит применение в массовом и крупносерийном производстве для коротко-звенных размерных цепей (3 - 4 звена).
Примерами применения метода могут служить комплектация шариков и колец шариковых подшипников, подбор при сборке поршней и поршневых колец, подбор при сборке пальца к отверстию верхней головки шатуна двигателя внутреннего сгорания.
К недостаткам метода относят увеличение незавершенного производства ввиду количественных несоответствий в группах деталей, соединяемых при сборке; дополнительные затраты на сортировку деталей по группам; усложнение снабжения запасными частями.
Расчет параметров звеньев размерных цепей производят по методу максимума-минимума.
35) Основные параметры резьбы: d, dl, d2, р, Pn, a, hi,н2, h,ψ
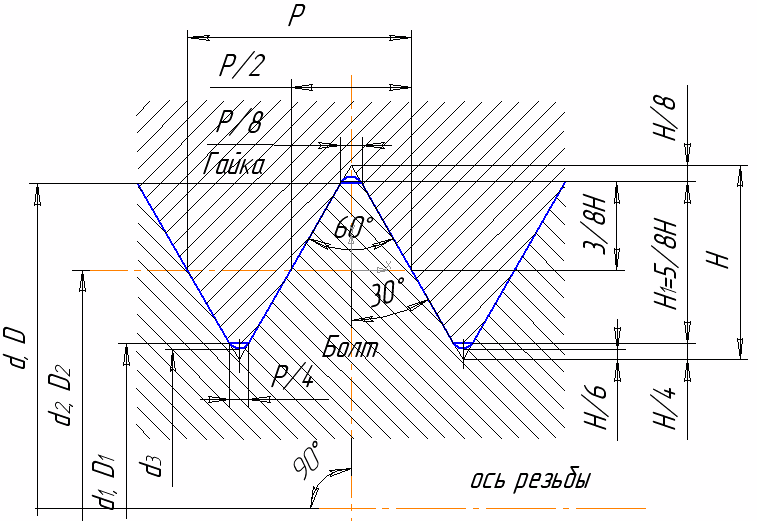
d,D- наружный диаметр болта и гайки;
d1,D1 - внутренний диаметр болта и гайки;
d2,D2 - средний диаметр болта и гайки;
d3- внутренний диаметр резьбы болта;
Р- шаг резьбы;
Ph - ход резьбы: для многозаходной резьбы Ph=P*n, где n - число заходов резьбы;
а - угол профиля: для метрической резьбы а =60°;
Н- теоретическая высота профиля резьбы;
H1=5/8Н- рабочая высота профиля резьбы.
H2=3/8Н- средняя высота профиля резьбы.
Резьбовые соединения благодаря их простоте, компактности и высоким эксплуатационным свойствам получили весьма широкое распространение во всех отраслях машиностроения. В настоящее время резьбовые соединения используются более чем в 60 % машин и механизмов.
Разнообразные условия использования резьбы привели к многообразию их типов по конструктивным признакам и назначению.