

86. Нарезание резьбы метчиками.
Метчики применяют для нарезания внутренних резьб. Для резьб диаметром до 50 мм нарезание метчиком – наиболее простой и экономичный способ изготовления. Для нарезания резьбы метчиком необходимо предварительно просверлить отверстие диаметром, немного большим внутреннего диаметра резьбы.
Метчик представляет собой винт с прорезанными тремя-пятью канавками, образующими несколько режущих гребенчатых профилей. Поскольку высота зубьев режущей части последовательно возрастает, каждый из них срезает часть площади сечения впадины резьбового профиля на обрабатываемой заготовке. Для уменьшения трения и устранения заклинивания метчика калибрующей части придается форма обратного конуса.
Различают ручные (комплектные) и машинные метчики.

Рис. 19. Комплект ручных метчиков
Машинными метчиками обычно выполняют резьбы за один проход.

Рис. 20. Машинные метчики:
а – с прямыми стружечными канавками; б – с винтовыми стружечными канавками; в – с винтовыми стружечными канавками для нарезания резьб в глухих отверстиях.
Для резьб сравнительно большого диаметра используют метчики со сменными пластинами (рис.21, в). Резьбовые участки в глубоких отверстиях и труднодоступных местах обрабатывают метчиками с удлиненной хвостовой частью (рис.22, а).
Для сверления отверстия и нарезания резьбы в сквозных отверстиях иногда примененяют комбинированные инструменты типа сверло-метчик (рис.22, б), получая отверстия и резьбы за один рабочий ход и сокращая машинное время и номенклатуру инструмента.
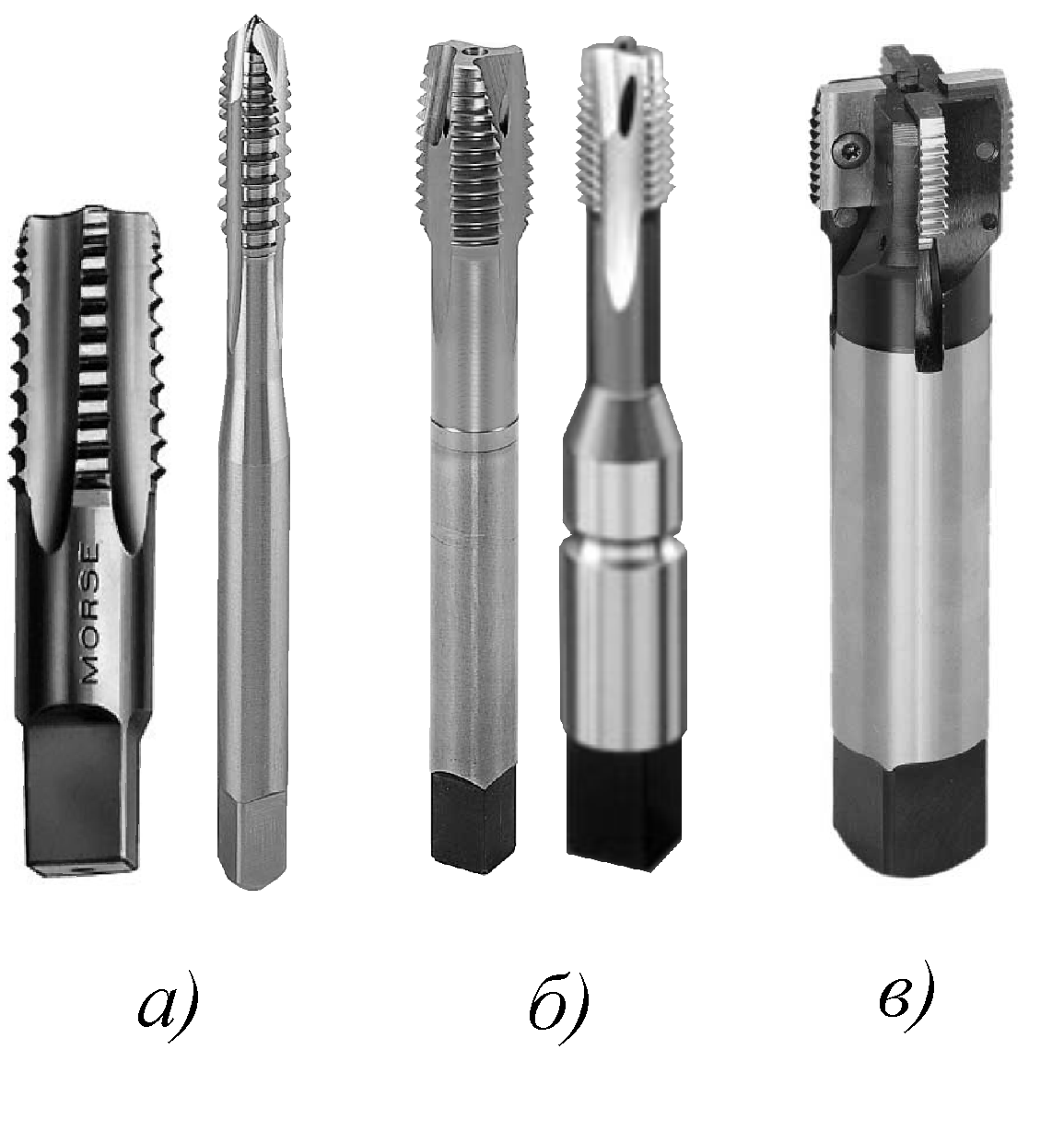
Рис. 21. Машинные метчики:
а – с зубьями, расположенными в шахматном порядке; б – с подачей СОЖ через тело инструмента; в – со сменными пластинами.
Важнейшим условием получения качественной резьбы является строгое совпадение оси метчика и отверстия. Соосность обеспечивается либо технологически (обработку отверстия под резьбу и ее нарезание ведут за один установ на станке), либо применением специальных качающихся или плавающих патронов, передающих инструменту только вращательное движение и необходимый для преодоления сил резания крутящий момент.

Рис. 22. Машинные метчики:
а – с удлиненным хвостовиком; б – сверло-метчик; в – с направляющей частью; г – бесстружечный.
В зависимости от назначения различают следующие группы метчиков.
1. Гаечные метчики, служащие для выполнения резьбы в гайках вручную и на гайконарезных станках.
2. Шашечные и маточные метчики используют для нарезания и калибрования резьбы в плашках.
3. Метчики для специальных резьб (трубных, трапецеидальных, круглых).
4. Конические метчики применяют для нарезания конических резьб.
5. Калибровочные метчики необходимы для калибрования и зачистки резьб, предварительно выполненных другими инструментами.
6. Бесстружечные (деформирующие) метчики (рис.22, г) рекомендуют применять для получения сквозных резьб протяженностью до (1,5...2)D и их калибрования.
7. Регулируемые сборные метчики со вставными гребенками, путем перемещения обеспечивающие установку на размер резьбы.