

7.6 Контроль качества сварных соединений
Контроль сварного соединения производится с целью выявления в максимально возможной степени всех образующихся при сварке недопустимых дефектов, определённых нормативной документацией на сварную конструкцию.
На первом этапе проводится внешний осмотр. Внешнему осмотру подвергается 100 % сварных швов. Перед осмотром сварные швы и прилегающий к ним металл очищают от шлака, брызг, грязи и освобождают от всех предметов, мешающих проведению контроля. С помощью внешнего осмотра и измерений выявляют дефекты, находящиеся или выходящие на поверхность металла. Все обнаруженные недопустимые дефекты сварных соединений, а также нарушения, связанные с отступлением от проектно-конструкторской документации, устраняют непосредственно после проведения контроля.
На следующем этапе следует проводить ультразвуковой метод контроля, который предназначен для выявления внутренних и трудно обнаруживаемых внешним осмотром дефектов. Контролю подвергается 5% сварных швов.
 Метод
контроля основан на способности
ультразвуковых колебаний прямолинейно
распространяться в металле и отражаться
от границы раздела сред, имеющих
акустические свойства. При ультразвуковой
дефектоскопии введённый искателем
дефектоскопа ультразвуковой импульс
частотой до 25 МГц при наличии в
контролируемом соединении какого-либо
дефекта не проходит через него, а
отражается и попадает на тот же искатель,
в котором преобразуется в электрические
колебания. Эти колебания в виде «всплеска»
фиксируются на экране дефектоскопа.
Ультразвуковые колебания вводятся в
сварное соединение отдельными
кратковременными импульсами, отражённые
сигналы возвращаются на искатель в
перерывах между импульсами. В процессе
контроля искатель перемещают рядом со
швом поперечным и продольным движениями.
Метод
контроля основан на способности
ультразвуковых колебаний прямолинейно
распространяться в металле и отражаться
от границы раздела сред, имеющих
акустические свойства. При ультразвуковой
дефектоскопии введённый искателем
дефектоскопа ультразвуковой импульс
частотой до 25 МГц при наличии в
контролируемом соединении какого-либо
дефекта не проходит через него, а
отражается и попадает на тот же искатель,
в котором преобразуется в электрические
колебания. Эти колебания в виде «всплеска»
фиксируются на экране дефектоскопа.
Ультразвуковые колебания вводятся в
сварное соединение отдельными
кратковременными импульсами, отражённые
сигналы возвращаются на искатель в
перерывах между импульсами. В процессе
контроля искатель перемещают рядом со
швом поперечным и продольным движениями.
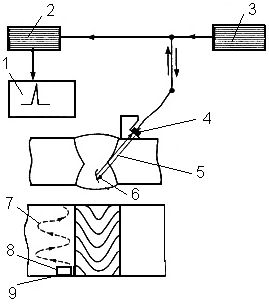
Рисунок 7 - Схема ультразвукового контроля
1 - экран дефектоскопа;
2 - усилитель отражённых сигналов;
 3
- высокочастотный генератор электрических
импульсов;
3
- высокочастотный генератор электрических
импульсов;
4 - пластина из пьезоэлектрического материала;
5 - направление введённого и отражённого ультразвуковых импульсов;
6 - дефект;
7 - траектория перемещения искателя; 8 - искатель;
9 - контролируемое сварное соединение.
7.7 Техника безопасности
Основными поражающими и вредными факторами при производстве сварочных работ являются поражение электрическим током, вредное воздействие лучистой энергии дуги, отравление образующимися при сварке вредными газами и аэрозолями, ожоги от действия высоких температур.
Поражение электрическим током возникает при прикосновении человека к находящимся под напряжением неизолированным электрическим проводам и частям оборудования.
Электрическая дуга излучает мощные видимые световые, невидимые ультрафиолетовые и инфракрасные лучи.
При сварке в окружающую среду практически всегда выделяется значительное количество газообразных продуктов, а также взвешенной мелкодисперсной пыли. Все образующиеся при сварке выделения являются вредными для здоровья человека.
Ожоги возможны от облучения дугой и горячих брызг расплавленного металла и шлака, попадающих на одежду и плохо закрытые участки тела сварщика.
Безопасное выполнение сварочных работ может быть надёжно обеспечено только при полном и комплексном выполнении требований и мероприятий, направленных на предотвращение и нейтрализацию действия поражающих и вредных факторов. Такие мероприятия и требования изложены в ряде нормативных документов: главе СНиП ІІІ-4-80 «Техника безопасности в строительстве», ГОСТ 12.3.003-86 «ССБТ. Работы электросварочные. Требования безопасности», ГОСТ 12.1.004-85 «ССБТ. Пожарная безопасность. Общие требования», ГОСТ 12.1.010-76 «ССБТ. Взрывобезопасность. Общие требования».
К выполнению сварочных работ могут быть допущены лица не моложе 18 лет, прошедшие медицинский осмотр, обучение и инструктаж ( вводный и на рабочем месте) и проверку знаний требований безопасности, включая пожарную безопасность.
Сварщик должен быть обеспечен всеми средствами индивидуальной защиты и пожаробезопасной спецодеждой.
Места для выполнения сварочных работ, а также для размещения сварочного оборудования должны быть очищены от горючих материалов в радиусе не менее 5 м, а от легковоспламеняющихся и взрывоопасных материалов – не менее 10 м.
Сварочные источники питания должны быть размещены так, чтобы к ним был свободный и безопасный доступ.
 В
помещении, где производятся сварочные
работы, необходимо обеспечить вентиляцию,
которая обеспечила бы доведение
содержания вредных веществ до предельно
допустимых концентраций (ПДК).
В
помещении, где производятся сварочные
работы, необходимо обеспечить вентиляцию,
которая обеспечила бы доведение
содержания вредных веществ до предельно
допустимых концентраций (ПДК).