

Введение
Целью курсового проекта является изучение особенностей сварки теплоустойчивой стали марки 10Г2С1, а также разработка технологического процесса сварки балки из этой стали.
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Обычно применяется для соединения металлов, их сплавов или термопластов.
Под технологией сварки понимают совокупность способов и приёмов получения сварного соединения.
Операциями, входящими в технологический процесс сварки являются: выбор, хранение и подготовка электродов к сварке, подготовка металла и конструкций к сборке и сварке; сборка конструкций под сварку, сварка, контроль качества сварных соединений. При необходимости даются параметрические указания по подогреву металла и термической обработке сварных соединений.

2. Характеристика сварной конструкции
Балка двутавровая
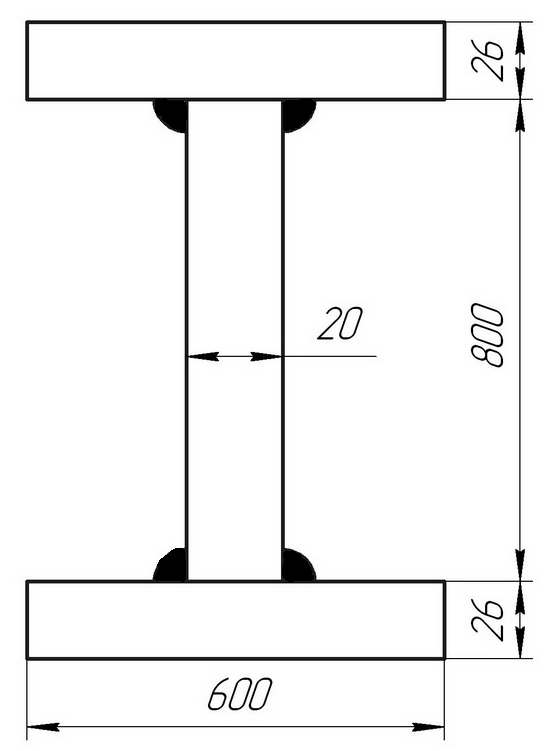
Рисунок 1 - Балка двутавровая
Длина 5000 мм;
Полка: ширина 600 мм, толщина 26 мм;
Стенка: высота 800 мм, толщина 20 мм;
Сталь марки 10Г2С1 (t8/5 – 10-40 с).
Шов двусторонний угловой с частичным проплавлением. Катет шва 8 мм.
Соединение горизонтально - вертикальное.
Способ сварки – автоматическая.
Температура металла 0 °C.
3. Выбор способа сварки

Сварку балки выполняем автоматической сваркой под флюсом, которая в нашем случае (длина шва 5000 мм) обеспечивает наибольшую производительность, а также позволяет отказаться от предварительного подогрева свариваемой конструкции. При этом сварку вести наклонным электродом, одновременно сваривая два шва. Это позволяет получить в процессе сварки ровный и симметричный нагрев изделия, что вместе с малым объемом деформации и хорошим формированием шва дает высокую эффективность и производительность.
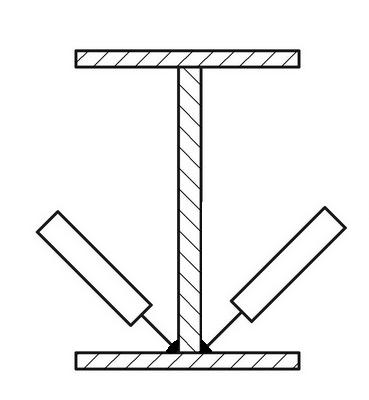
Рисунок 2 – Схема выполнения швов
4. Изучение особенности сварки основного металла. Определение принципиальной схемы технологического процесса
Сталь 10Г2С1 относится к низколегированным конструкционным сталям.
В целом низколегированные конструкционные стали можно считать вполне пригодными для дуговых способов сварки. Эти стали не относятся к группе металлов, обладающих повышенной склонностью к образованию холодных и горячих трещин. Вместе с тем необходимо отметить, что при повышенном содержании легирующих элементов и особенно углерода в стали проявляется чувствительность металла к образованию малопластичных закалочных структур. Образование закаленных участков в сочетании с высоким содержанием диффузионного водорода в металле шва и наличием остаточных сварочных напряжений может поспособствовать образованию холодных трещин. Предотвратить появление закалочных структур в этом случае можно путем регулирования термического цикла со сниженной до требуемого уровня скоростью охлаждения металла. Это можно достигнуть посредством принудительного нагрева стали в месте сварки, а также путем повышения эффективной погонной энергии.
Химический состав стали 10Г2С1
Таблица 1
Класс прочности по ГОСТ 19281-89 |
Массовая доля элементов, % |
||||
C |
Mn |
Si |
Cr |
Других элементов |
|
345 |
не более 0,12 |
1,3-1,65 |
0,8-1,1 |
не более 0,3 |
- |
Массовая доля серы не превышает 0,040%, фосфора- 0,035%.
Механические свойства стали
Таблица 2
Класс прочности по ГОСТ 19281-89 |
σт, МПа |
σв, МПа |
δ, % |
KCU, Дж/см², при температуре, ºС |
||
+20 |
-40 |
-70 |
||||
не менее |
||||||
345 |
345 |
490 |
21 |
64 |
29 |
29 |
 В
нашем случае необходимую скорость
охлаждения металла получаем за счет
высокой эффективной погонной энергии,
посредством применения автоматической
сварки под флюсом.
В
нашем случае необходимую скорость
охлаждения металла получаем за счет
высокой эффективной погонной энергии,
посредством применения автоматической
сварки под флюсом.
Параметр трещинообразования рассчитаем по формуле:
![]() ;
;
![]() ;
;
где
![]() -
коэффициент, характеризующий охрупчивание
металла вследствие структурных
превращений;
-
коэффициент, характеризующий охрупчивание
металла вследствие структурных
превращений;
![]() ;
;
![]() ;
;
![]() -
количество диффузионного водорода в
металле шва, мл/100г, при сварке прокаленным
флюсом и очищенной сварочной проволкой.
-
количество диффузионного водорода в
металле шва, мл/100г, при сварке прокаленным
флюсом и очищенной сварочной проволкой.
![]() -
толщинка металла, в мм.
-
толщинка металла, в мм.
Рс=0.31, что больше 0.3. Это показывает склонность к образованию холодных трещин.