

1.11.1.5. Организация и механизация уборки и транспортировки отходов
Отходы металла (облой и др.) в мелких и средних кузнечно-штамповочных цехах, как правило, вывозятся напольным транспортом в литейные цеха и другим потребителям. При массовом производстве могут быть организованы подпольные транспортеры, которые доставляют отходы (облой) к местам складирования в цехе (по маркам сталей), а затем уже вывозятся из цеха потребителям. Отходы из легированных сталей (например, содержащих хром) должны транспортироваться отдельно.
1.11.1.6. Рабочая компоновка цеха автомобильного завода
После выполнения всех вышеприведенных расчетов вычерчивается общая планировка цеха.
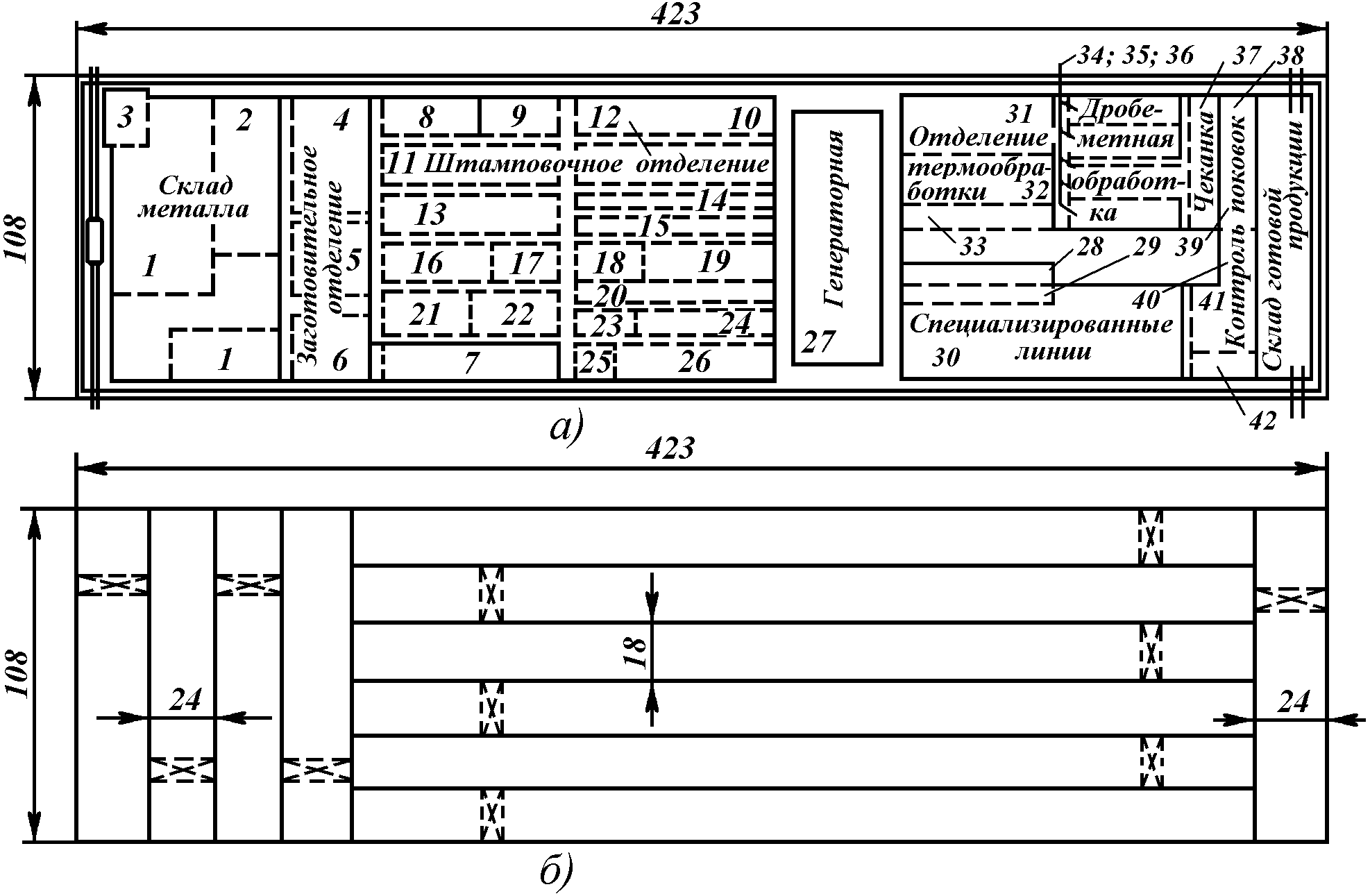
Рис.16. Компоновка кузнечно-штамповочного цеха ВАЗа: а – компоновка цеха; б – схема направления пролетов здания; 1 – зона хранения металла в связках на полу на складе металла; 2 – зона многоярусных стеллажей для хранения металла; 3 – площадка для отходов, облоя и брака; 4 – пресс-ножницы; 5 – универсальные прессы для разрезки металла; 6 – галтовочные барабаны и другое оборудование для обработки фасок части заготовок; 7 – оборудование для обдирки и шлифования части прутков: штамповочные технологические линии на базе: 815 – КГШП силой 30, 25, 20, 16, 13 и 7 МН; 16 – ковочных вальцев; 1720 – ГКМ силой 12,8 и 2,5 МН; 21 – горячештамповочных автоматов; 23 – электровысадочных машин; 24 – фрикционных прессов; 22 – технического обслуживания и наладки штампов; 25 – изготовления обода маховика; 26 – холодной обрезки поковок; 27 – генераторная станция ТВЧ; 28 30 – специализированные линии, включающие взаимосвязанные агрегаты штамповки, гибки, термообработки, очистки и отделки четырех наименований поковок; установки: 31 – изотермического отжига поковок; 32 – улучшения; 33 – нормализации и отпуска; 3436 – дробеметные установки; 37 – прессы для правки и чеканки поковок; 3841 – участок контроля поковок; 42 – место сбора брака
На рис.16 представлена рабочая компоновка кузнечно-штамповочного цеха автомобильного завода.
1.11.2. Цех листоштамповочный
1.11.2.1. Определение площади цеха
Площадь цеха может быть определена по планировочному чертежу и укрупненным показателям. Окончательные размеры площади выявляются только при планировке цеха. Для определения площади цеха можно использовать различные укрупненные показатели, например, производство продукции на 1 м2 площади. Также можно использовать данные табл.49, в которой приводятся данные удельных площадей на единицу оборудования [1].
Таблица 49
Удельная производственная площадь и число основных рабочих на единицу оборудования цеха листовой штамповки
Оборудование |
Удельная производственная площадь, м2 |
Количество основных рабочих, чел. |
||
Ручные подача и съем |
Ручная подача и механизированный съем |
Механизированные подача и съем |
||
1 |
2 |
3 |
4 |
5 |
Ножницы: |
|
|
|
|
Листовые листовые с автоподачей многодисковые |
2590 50180 50140 |
23 - 23 |
12 - 12 |
- 1 1 |
Прессы вырубные |
5090 |
13 |
12 |
1 |
Прессы: |
|
|
|
|
мелкие и особо мелкие средние |
412 2090 |
1 13 |
1 12 |
- - |
Прессы с автоподачей: |
|
|
|
|
мелкие и особо мелкие средние |
825 40180 |
- - |
- - |
0,31 1 |
Прессы-автоматы: |
|
|
|
|
мелкие и особо мелкие средние |
840 5565 |
- - |
- - |
0,31 0,51 |
Пресс листогибочный |
2090 |
13 |
12 |
-1 |
То же, с программным управлением |
4080 |
- |
- |
- |
Окончание таблицы 49
Машина листогибочная трех-, четырехвалковая |
2580 |
13 |
- |
12 |
Ножницы высечные (вибрационные) и двухдисковые (роликовые) |
1040 |
12 |
- |
- |
Пресс дыропробивной |
1030 |
1 |
- |
- |
То же, с программным управлением |
2060 |
- |
- |
- |
Эти данные ориентировочные и относятся к пролетам шириной 24 м. Для пролетов шириной 30 м они на 25 % больше. Большие значения площадей принимаются для более крупного оборудования.
Ориентировочное соотношение между площадями в цехах листовой штамповки приведено в табл. 50 [1]. Производственная площадь заготовительного участка составляет примерно 20 % от производственных площадей штамповочных участков. На вспомогательную площадь заготовительного участка приходится 1215 % от ее общей площади.
Таблица 50
Ориентировочные соотношения между площадями в цехах листовой штамповки
Подразделения цеха |
Площадь от общей площади цеха, % |
|
Средняя штамповка |
Особо мелкая и мелкая штамповка |
|
Производственная площадь |
5065 |
5562 |
Вспомогательная площадь, в том числе: |
3550 |
3845 |
склад металла |
110 |
9 |
склад заготовок |
4 |
3 |
склад штампов, средств автоматизации и механизации, контрольных приспособлений |
1014 |
1214 |
склад деталей |
1416 |
1416 |
ремонтные подразделения |
4 |
2 |
кладовые, лаборатории, вспомогательные помещения и др. |
2 |
1 |
Площади под санитарно-техническими и энергетическими устройствами в табл.49 и 50 не учтены. Площадь под этими устройствами составляет 1015 % от общей площади (производственной и вспомогательной). Санитарно-технические устройства в ряде случаев размещают на технических этажах или на антресолях и в подвальных помещениях.
При планировке цеха следует учитывать перспективы развития производства.