

1.10.2. Электроэнергия
На крупный завод или в промышленный узел от общероссийской электросистемы подается электроэнергия напряжением 110 кВ, а частично напряжением 220 кВ. Ток трехфазный переменный частотой 50 Гц.
В узловой подстанции завода или промышленного узла 1 (рис.2) электроэнергия напряжением 110 и 220 кВ преобразуется в электроэнергию напряжением 10 кВ. Из узловой подстанции электроэнергия поступает в трансформаторные подстанции цехов и других объектов завода.
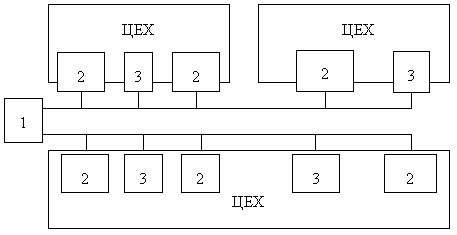
Рис.2. Схема подводки электроэнергии
В крупных цехах (корпусах) большей частью размещаются трансформаторные подстанции двух типов: силовые 2, в которых напряжение понижается до 380 В и служит для питания электродвигателей и других производственных установок, потребляющих электроэнергию, и осветительные 3, в которых напряжение понижается до 380/220 В и, следовательно, имеет нулевой провод [1]. Помимо освещения она может также использоваться для отдельных маломощных электродвигателей, сигнализации и т.д.
Общая установленная мощность токоприемников по цеху равна сумме мощностей всех отдельных токоприемников цеха.
При большом количестве потребителей электроэнергии подсчет мощности и расхода электроэнергии производят раздельно по участкам цеха, кроме того, потребителей можно разбить по группам (ножницы, прессы, индукционные нагреватели и т.п.).
Мощность токоприемников берут по паспортным данным и указывают в киловаттах (кВт). Для сварочного оборудования, где мощность в кВА (киловольт-ампер), мощность в кВт переводится по формулам [1]:
для однофазного тока
![]() ,
(38)
,
(38)
для трехфазного тока
![]() ,
(39)
,
(39)
где
![]() –
мощность кВт (активная мощность);
–
мощность кВт (активная мощность);
![]() –
мощность в кВ·А (полная мощность –
активная и реактивная);
–
мощность в кВ·А (полная мощность –
активная и реактивная);
![]() –
угол сдвига фаз между напряжением и
током.
–
угол сдвига фаз между напряжением и
током.
Потребляемая мощность всегда ниже установленной, так как не все оборудование используется одновременно и не полностью загружается на всю мощность.
Годовой расход электроэнергии рассчитывается по формуле [6]
![]() ,
(40)
,
(40)
где
![]() –
мощность каждого токоприемника в
отдельности, кВт;
–
действительный фонд времени работы
оборудования за год, час;
–
коэффициент спроса (коэффициент
одновременности);
–
мощность каждого токоприемника в
отдельности, кВт;
–
действительный фонд времени работы
оборудования за год, час;
–
коэффициент спроса (коэффициент
одновременности);
![]() –
средний коэффициент загрузки оборудования
в цехе.
–
средний коэффициент загрузки оборудования
в цехе.
Значения угла сдвига фаз между напряжением и током и коэффициент спроса приведены в табл.29 [1].
Таблица 29
Значения
и
![]()
Вид оборудования |
|
|
Кривошипные прессы силой, МН: |
|
|
< 1 |
0,25 |
0,65 |
< 4 |
0,30 |
0,65 |
4 |
0,35 |
0,65 |
Кривошипные горячештамповочные прессы, горизонтально-ковочные машины, молоты |
0,45 |
0,65 |
Прессы-автоматы |
0,70 |
0,65 |
Металлорежущие станки, различное вспомогательное оборудование ремонтных отделений и мастерских |
0,25 |
0,5 |
Сварочное оборудование |
0,45 |
0,35 |
Индукционные нагревательные установки высокой и повышенной частоты |
0,7 |
0,65 |
Нагревательные устройства и печи сопротивления, ванны, сушила и т.п. |
0,8 |
0,95 |
Переносной (ручной) механизированный инструмент с электроприводом |
0,20 |
0,50 |
Автоматические штамповочные линии |
0,55 |
0,65 |
Конвейеры и транспортеры, работающие непрерывно |
0,75 |
0,75 |
Мостовые краны, кран-балки, тельферы и другое подъемно-транспортное оборудование |
0,15 |
0,50 |
Вентиляционные установки (при приводе асинхронным электродвигателем), насосы, компрессоры, умформеры |
0,75 |
0,70 |
Освещение |
0,80 |
1,00 |
Расчет расхода электроэнергии можно укрупнено вычислить и по табл.30 и 31.
Таблица 30
Энергопотребление холодноштамповочных цехов и цехов горячей объемной штамповки на 1 тонну годового выпуска изделий
Цехи |
Электроэнергия |
Сжатый воздух, м3 |
Пар, т |
Вода, м3 |
|
Потребляемая мощность, кВт |
Расход, кВт·ч |
||||
1 |
2 |
3 |
4 |
5 |
6 |
Листовой штамповки: |
|
|
|
|
|
Крупной |
0,047 |
140 |
500 |
140 |
11 |
Средней |
0,05 |
150 |
600 |
150 |
14 |
Мелкой |
0,06 |
175 |
700 |
175 |
17 |
Окончание таблицы 30
1 |
2 |
3 |
4 |
5 |
6 |
|
Холодной объемной штамповки и холодной высадки |
0,2 |
540 |
450 |
135 |
18 |
|
Горячей объемной штамповки цветных металлов: |
|
|
|
|
|
|
алюминий и его сплавы |
1,171,33 |
31503600 |
21502250* |
150 |
911 |
|
магниевые сплавы |
1,171,33 |
31503600 |
27003150* |
150 |
2,73,6 |
|
медь и ее сплавы |
0,570,67 |
15302000 |
9001080* 1100018000** |
150 |
810 |
|
титан и его сплавы |
0,931,00 |
25002700 |
18002160* 2250031000** |
150 |
1318 1518 |
|
стали |
0,931,00 |
25002700 |
18002160* 2250031000** |
150 |
1318 1518 |
|
Примечания. * Давление 0,40,6 МПа избыточных для обдувки штампов и включения оборудования. ** Давление 0,70,8 МПа избыточных при работе на молотах
Таблица 31
Энергопотребление цехов горячей штамповки на 1 т выпуска стальных поковок
Наименование |
Средняя масса поковок, кг |
|||||||
1,0 |
1,12,5 |
2,64 |
4,16 |
6,110 |
10,125 |
25,140 |
>40,0 |
|
Электроэнергия |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Установленная мощность, кВт (числитель); расход энергии, кВт·ч (знаменатель) электроприводов технологического, вспомогательного и подъемно-транспортного оборудования |
||||||||
Цехи, оборудованные КГШП и прочим кузнечным оборудованием |
0,21 370 |
0,16 280 |
0,13 280 |
0,11 185 |
0,09 150 |
0,08 110 |
- |
- |
Цехи, оборудованные штамповочными молотами и прочим кузнечным оборудованием |
0,11 185 |
0,09 150 |
0,07 120 |
0,06 100 |
0,05 85 |
0,04 70 |
0,03 60 |
0,03 50 |
Окончание таблицы 31
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Установленная мощность, кВт (числитель), на нагрев заготовок под штамповку токами повышенной частоты индукционных нагревателей (числитель); расход энергии, кВт (знаменатель) |
0,32 750 |
0,30 700 |
0,28 650 |
0,26 600 |
0,25 560 |
0,24 480 |
0,23 460 |
0,22 400 |
|
|
Сжатый воздух давлением 0,6 МПа |
||||||||
Расход свободного воздуха на муфты включения, тормоза, прижимы, средства механизации, удаление окалины со штампов, м3 (при давлении сжатого воздуха 0,6 МПа) |
|||||||||
Цехи, оборудованные КГШП и прочим кузнечным оборудованием |
1450 |
1200 |
900 |
700 |
600 |
500 |
- |
- |
|
В том числе для сдувания окалины |
350 |
275 |
180 |
150 |
135 |
120 |
- |
- |
|
Цехи, оборудованные штамповочными молотами и прочим кузнечным оборудованием |
1300 |
1075 |
775 |
600 |
525 |
450 |
380 |
320 |
|
В том числе для сдувания окалины |
500 |
400 |
250 |
200 |
175 |
150 |
130 |
110 |
|
Для определения стоимости годового расхода электроэнергии необходимо полученное годовое потребление энергии умножить на существующую цену (на период разработки дипломного проекта цеха)
![]() ,
(41)
,
(41)
где
![]() –
цена 1 кВт электроэнергии.
–
цена 1 кВт электроэнергии.