

2.2. Контрольный листок типа 2 для регистрации видов дефектов
Контрольный листок видов дефектов (несоответствий) |
||
Наименование изделия __________________ Дата _______________ Производственная операция ______________ Смена ______________ ______приёмочный контроль______________ Участок _____________ Общее число проконтролированных изделий № заказа ___________ ___________1545________________________ № партии ___________ ФИО контролёра _____________________________________________ |
||
Вид дефекта (несоответствия) |
Результаты контроля |
Число дефектов (несоответствий) |
|
IIII IIII II |
12 |
царапина |
IIII IIII IIII II |
17 |
Пропуск операции |
IIII IIII IIII IIII III |
23 |
Неправильное выполнение операции |
IIII |
4 |
… |
|
|
Другие |
IIII |
5 |
|
Итого: |
61 |
Общее число забракованных изделий |
IIII IIII IIII IIII IIII IIII IIII IIII III |
43 |
Примечания: |
||

 Трещина
Трещина Поверхностная
Поверхностная
При заполнении контрольного листка используются следующие обозначения:
I - 1; II - 2; III - 3: IIII - 4; IIII - 5; IIII I - 6; IIII II - 7 и т.д.
Другая система обозначений, широко применяемых при регистрации статистических данных в контрольных листках, приведена в таблице:
Система условных обозначений для регистрации статистических данных
Цифра |
Обозначение |
Цифра |
Обозначение |
|
. |
6 |
: : |
2 |
. . |
7 |
: : |
3 |
: . |
8 |
|
4 |
: : |
9 |
|
5 |
: : |
10 |
|

 1
1
2.3. Контрольный листок типа 3 для регистрации локализации дефектов
Изделие _____________________ Материал ________________________
Номер плавки ___________________ Изготовитель _____________________
Вид дефекта ____________________ Номер партии _____________________
Эскиз
Матрица расположения дефектов

2.4. Контрольный листок типа 4 для регистрации причин дефектов

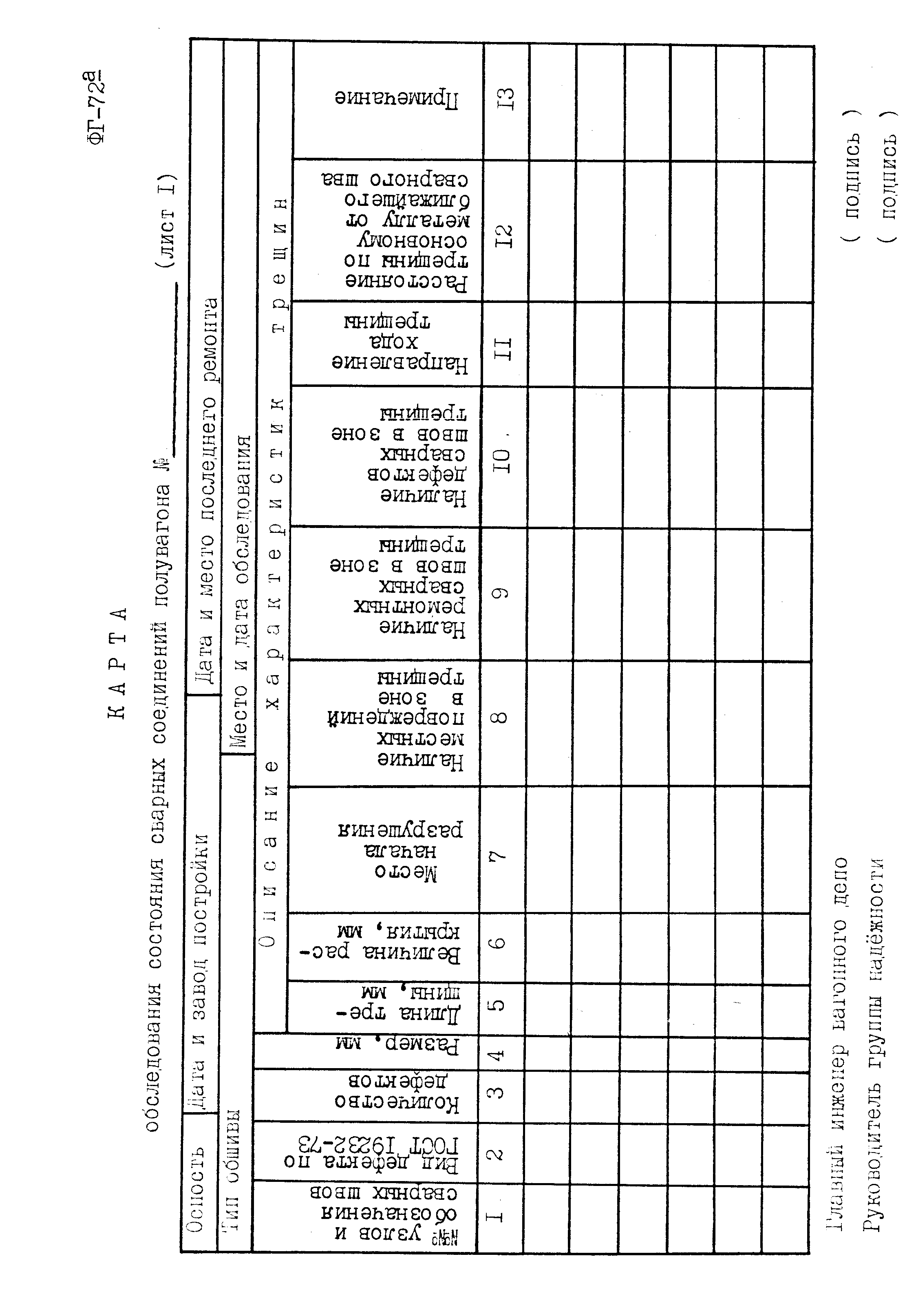
Рис. 2.3. Лист 1 карты ФГ-72а
Р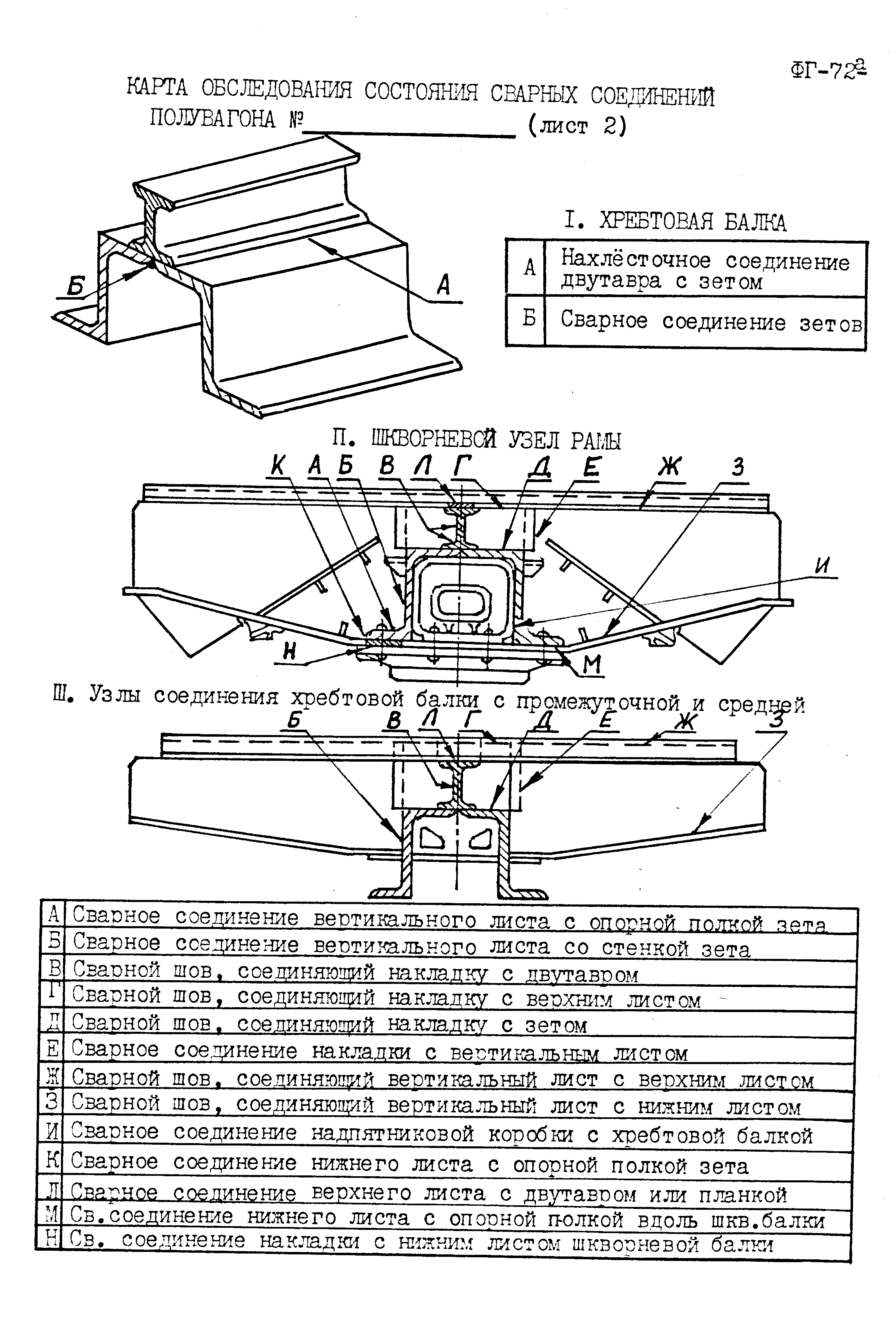 ис.
2.4. Лист 2 карты ФГ-72а
ис.
2.4. Лист 2 карты ФГ-72а
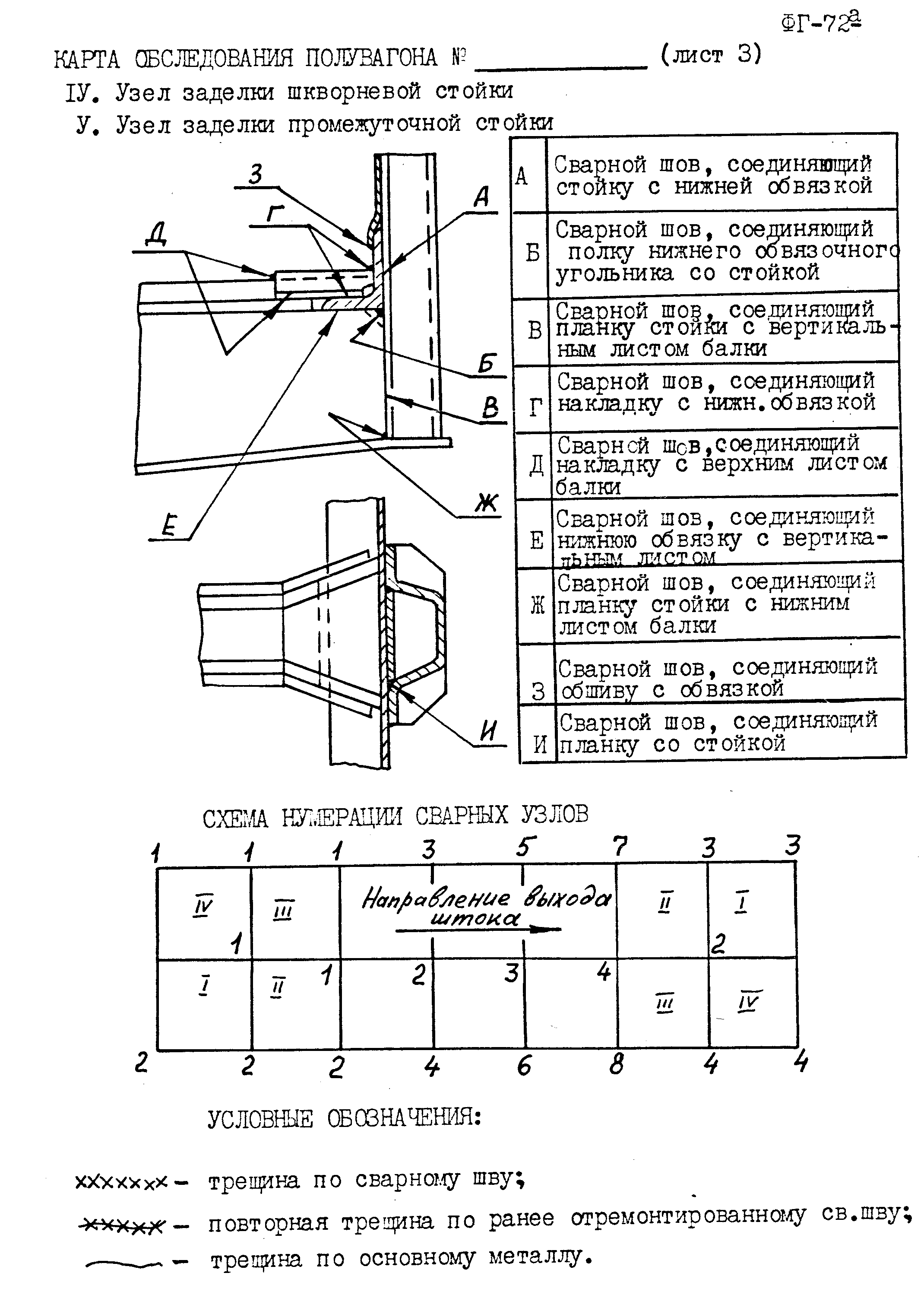
Рис. 2.5. Лист 3 карты ФГ-72а
3. Анализ парето
Всевозможные причины (факторы) изменения качества делятся на две группы:
- немногочисленные существенно важные;
- многочисленные несущественные.

Принцип Парето
Существенного мало, а несущественного много
Правило 80/20
В большинстве ситуаций не многое число факторов (до 20 %)
представляют наибольшие возможности
для улучшения (дают около 80 % эффекта)
Диаграмма Парето - упорядоченная гистограмма, построенная по дискретным факторам в порядке убывания их частоты, т.е. отвечающая принципу "сначала - самое главное".
Совмещенная диаграмма Парето включает дополнительно график кумулятивной (накопленной) частоты.
Анализ Парето - метод определения немногочисленных существенно важных факторов на основе построения диаграмм Парето.
Пример 3.
Таблица 3.1.
Исходные данные для построения диаграммы Парето
Номер i фактора |
Дефект сварного соединения |
Число дефектов (частота) ni , ед. |
Относительная частота (частость) , % |
Накопленная частота, % |
1 |
Подрез |
98 |
49 |
49 |
2 |
Наплыв |
52 |
26 |
75 |
3 |
Пора |
28 |
14 |
89 |
4 |
Трещина |
12 |
6 |
95 |
5 |
Непровар |
4 |
2 |
97 |
6 |
Прочие |
6 |
3 |
100 |
|
Итого: |
ni = 200 |
= 100 % |
|
Число дефектов Накопленная частота, %

Рис. 3.1. Совмещенная диаграмма Парето распределения дефектов сварных соединений по типам: 1-подрез зоны сплавления; 2-наплыв на сварном соединении; 3-поры; 4-трещины; 5-непровар; 6-прочие
Два вида диаграмм Парето
1 - по результатам деятельности, предназначена для выявления главной проблемы и отражает нежелательные (негативные) результаты деятельности:
1.1. в сфере качества - число дефектов, отказов, рекламаций, ремонтов, интенсивность отказов и т.д.;
1.2. при расчете себестоимости - сумма убытков от дефектности, затраты;
1.3. при учете временного фактора, например, установлении сроков поставок - нехватка запасов, срыв сроков и т.д.;
1.4. в сфере безопасности - число несчастных случаев, катастроф;
2 - по причинам, отражает причины проблем, возникающих в ходе бизнес-процесса, и используется для выявления главной причины, среди, например, таких факторов, как:
2.1. персонал (смена, бригада, возраст, опыт работы, квалификация, индивидуальная характеристика и т.д.);
2.2. оборудование (станки, агрегаты, инструменты, оснастка, организация использования, модели, штампы и т.д.);
2.3. сырье, материалы (вид сырья, изготовитель, поставщик, партия);
2.4. метод (способ) работы (условия производства, приемы работы, последовательность операций, последовательность наложения сварных швов);
2.5. измерения (точность, повторяемость, стабильность, тип измерительного прибора и т.д.).
Данные на диаграмме подразделяют на три группы:
А - наиболее весомая группа включает объекты, которые по своему суммарному удельному весу в общих потерях составляют примерно 75 %. Объекты, входящие в группу А, имеют первостепенное значение;
В - объекты, удельные вес которых дает прирост потерь 20 % (от 75 до 95 %);
С - объекты, удельные вес которых дает прирост потерь 5 % (от 95 до 100 %).
Такое разграничение на группы называется группировкой АВС (или АВС-анализом).
а)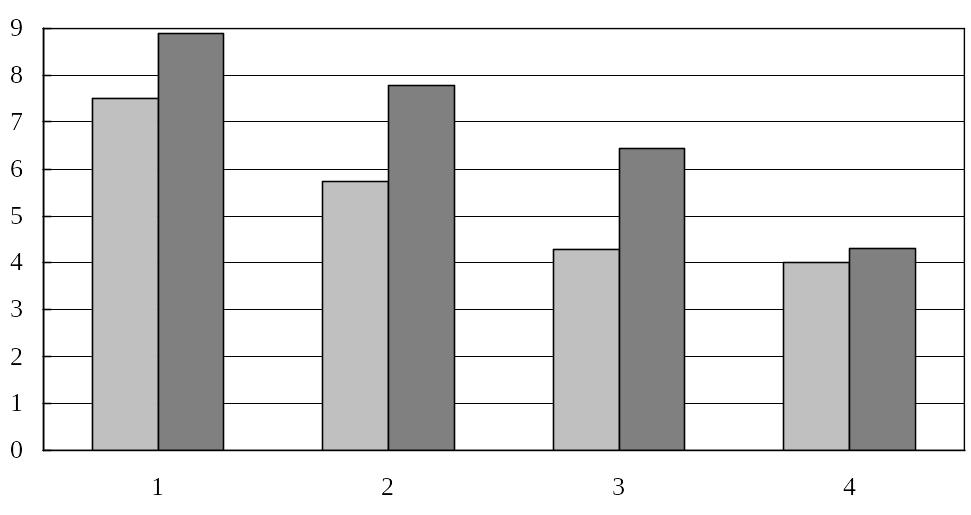
б)
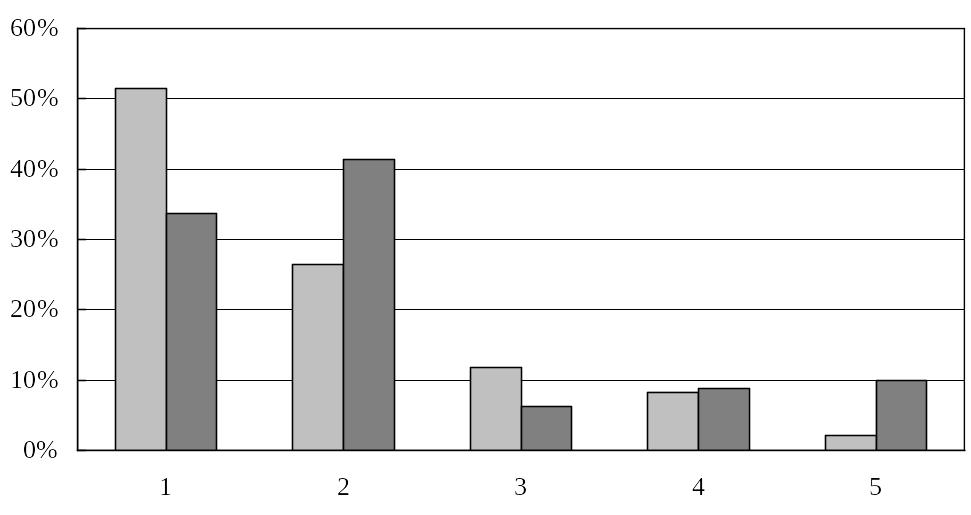
Рис. 3.2. Диаграммы Парето распределения отказов по данным за 1980-е гг. (светлым) и 1990-е гг. (темным): а-среднее число отказов по типам грузовых вагонов за год (1-полувагоны, 2-крытые, 3-цистерны, 4-платформы); б-среднее число отказов узлов (в %%) за год по основным узлам полувагонов (1-кузов и рама, 2-колесная пара, 3-автосцепка, 4-автотормоз, 5-тележка)
а)
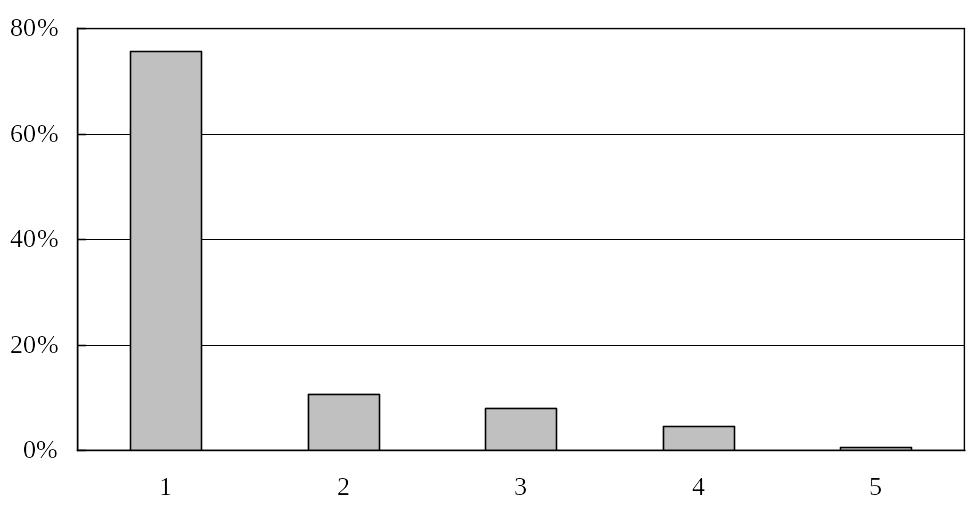
б)
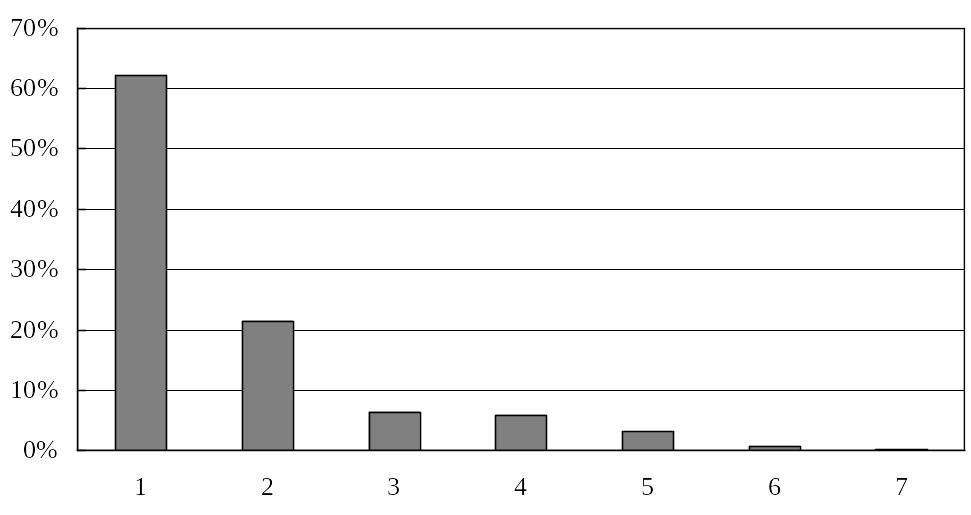
Рис. 3.3. Диаграммы Парето распределения отказов колесных пар (в %%) по данным за 1980-е гг. (а): 1-тормозного происхождения (навар, ползун, кольцевая выработка); 2-прокат; 3-подрез и накат гребня; 4-прочие; 5-выщербины и 1990-е гг. (б): 1-износовые отказы; 2-ползун; 3-прочие; 4-выщербины; 5-навар; 6-особо опасные; 7-кольцевая выработка
Пример 4. Распределение отказов фрикционного гасителя колебаний тележки пассажирского вагона по элементам показано в табл. 3.2. Построить по этим данным диаграмму Парето и прокомментировать ее. На построенной диаграмме Парето выделить группы А, В и С.
Таблица 3.2.
Исходные данные к примеру 4
Элемент |
Число отказов |
||
всего |
% |
на 1 млн. км пробега вагона |
|
Резьбовое соединение гайка-шпинтон (ослабление) |
1104 |
87,41 |
18,32 |
Заземление |
63 |
4,99 |
1,05 |
Пружина тарельчатая |
61 |
4,83 |
1,01 |
Букса |
14 |
1,11 |
0,23 |
Втулка шпинтона |
10 |
0,79 |
0,17 |
Гайка шпинтона |
7 |
0,55 |
0,12 |
Гайка М110 |
4 |
0,32 |
0,07 |