

7. Классиф-ция установ-х эл-ов прис-ний.
 Установочные
элементы
называют опорами, которые делятся на
основные и вспомогательные. Основными
называют неподвижные опоры, координирующие
обрабатываемую деталь в трех взаимно
перпендикулярных плоскостях, благодаря
чему деталь лишена шести степеней
свободы относительно приспособления.
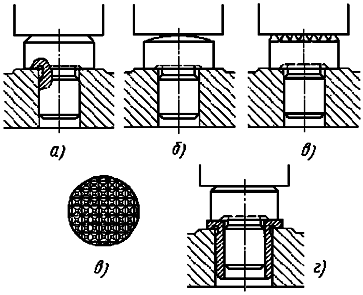
Основные опоры бывают постоянные,
регулируемые и плавающие. В качестве
постоянных опор при установке заготовок
применяют опорные штыри, рисунок справа:
плоский - а) – исп. на чистовых операциях,
причём высота h
выполн. по 6-ому квалитету, что требует
чистовая операция; сферический - б) –
опоры обеспечивают точечный контакт с
заготовкой и их не принимают при
возникновении значит. усилий, а чаще
всего исп. если оперная пов-ть криволинейна;
рифленый - в) – исп. для черновой обработке
и сопрягаются с необработанными пов-тями
заготовки. Применяют когда в процессе
обраб. возник. Составляющие сил резания,
стремящиеся сдвинуть заготовку с опор.
Для чисовых поверхностей непригодны
т.к. рифл. пов-ть в местах контакта может
повредить деталь; сменный - г), а также
пластины – исп. при необходимости
создания значит. площади контакта м/д
пов-тью заготовки и приспособления.
Чаще всего прим. Для устан. тяжёлых
корпусных деталей и при возникновении
значит. усилий режимов резания.
Установочные
элементы
называют опорами, которые делятся на
основные и вспомогательные. Основными
называют неподвижные опоры, координирующие
обрабатываемую деталь в трех взаимно
перпендикулярных плоскостях, благодаря
чему деталь лишена шести степеней
свободы относительно приспособления.
Основные опоры бывают постоянные,
регулируемые и плавающие. В качестве
постоянных опор при установке заготовок
применяют опорные штыри, рисунок справа:
плоский - а) – исп. на чистовых операциях,
причём высота h
выполн. по 6-ому квалитету, что требует
чистовая операция; сферический - б) –
опоры обеспечивают точечный контакт с
заготовкой и их не принимают при
возникновении значит. усилий, а чаще
всего исп. если оперная пов-ть криволинейна;
рифленый - в) – исп. для черновой обработке
и сопрягаются с необработанными пов-тями
заготовки. Применяют когда в процессе
обраб. возник. Составляющие сил резания,
стремящиеся сдвинуть заготовку с опор.
Для чисовых поверхностей непригодны
т.к. рифл. пов-ть в местах контакта может
повредить деталь; сменный - г), а также
пластины – исп. при необходимости
создания значит. площади контакта м/д
пов-тью заготовки и приспособления.
Чаще всего прим. Для устан. тяжёлых
корпусных деталей и при возникновении
значит. усилий режимов резания.
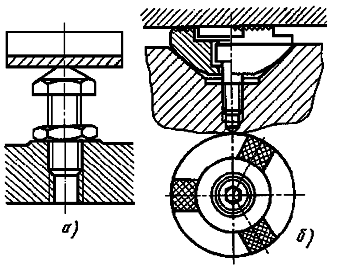 Регулируемые,
- а) и плавающие - б) опоры применяют при
установке заготовок на грубо обработанные
или необработанные поверхности. В тех
случаях, когда заготовку устанавливают
по необработанным поверхностям и она
занимает неустойчивое положение,
применяют вспомогательные (подвижные)
опоры, которые подводят к детали в точках
приложения сил резания или сил зажима
после того, как заготовка займет
определенное положение на основных
опорах.
Регулируемые,
- а) и плавающие - б) опоры применяют при
установке заготовок на грубо обработанные
или необработанные поверхности. В тех
случаях, когда заготовку устанавливают
по необработанным поверхностям и она
занимает неустойчивое положение,
применяют вспомогательные (подвижные)
опоры, которые подводят к детали в точках
приложения сил резания или сил зажима
после того, как заготовка займет
определенное положение на основных
опорах.
8. Констр-ции основных плоскостных опор. Условия их применения.
Опоры разделяют на основные и вспомогательные. Основные опоры служат для базирования детали в приспос-нии. Они жестко закреплены в корпусе приспособления и определяют положение обраб-мой детали в рабочей зоне станка относ-но режущего инст-нта. Для правильной ориентации детали в приспособлении число основных опорных точек, должно быть равным шести(правило шести точек). А вспомогательные для повышения устойчивости и жёсткости обраб-мой дет-ли в присп-нии при обр-тки: регулируемые и плавающие одиночные опоры, люнеты.
Основные опоры используются в виде штырей, пластин, призм, пальцев и т.д. Опорные штыри для установки деталей изготавливают с плоской, сферической и насеченной головками. Детали с обработанными базовыми поверхностями устанавливают в приспособлении на штыри с плоской головкой. Детали с необработанными базовыми поверхностями устанавливают на штыри со сферической или насеченной головкой.
Опорные пластины применяют двух типов: плоские (рис. д) и с наклонными пазами (рис. е).
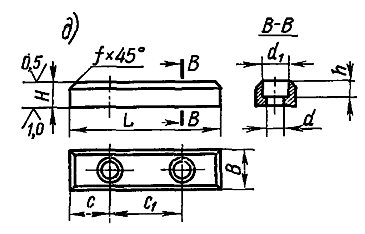
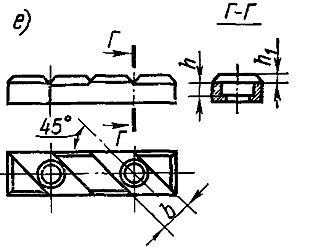
Детали больших размеров с обработанными базовыми плоскостями устанавливают на пластины, детали небольших и средних размеров – на штыри. Следовательно, выбор типа основных жёстких опор зависит от габаритных размеров и вида базовых поверхностей обрабатываемых деталей.
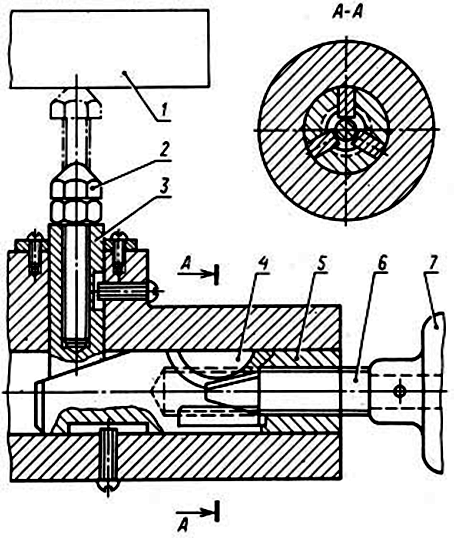
9. Вспомога-е плос-ные опоры: подводимые и само-щие. Их применяют вместе с основными опорами для повышения жесткости и устойчивости детали в приспособлениях при её обработке на станке. На рис.1 показана САМОУСТАНАВЛИВАЮЩАЯ ОДНОТОЧЕЧНАЯ ОПОРА. Под действием пружины 8 плунжер 7 с винтом 6 подводится к установочной пов-сти обрабат-й детали 2. Плунжер 7 закрепляется при повороте рукоятки 1 винтом 3 и двумя пальцами 4 и 5. Скошенный вырез 9 на плунжере ограничивает его подъем.
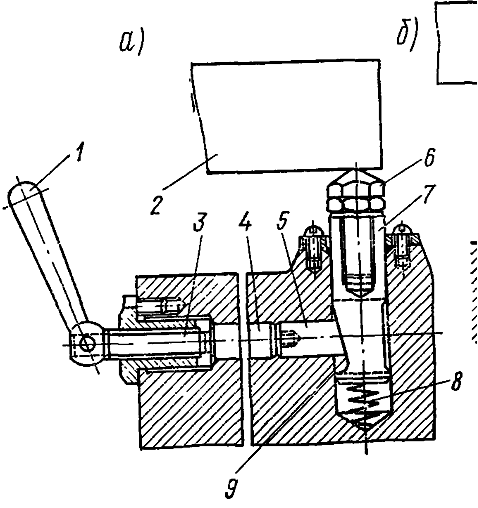
На рис.2 показана ПОДВОДИМАЯ ОДНОТОЧЕЧНАЯ КЛИНОВАЯ ВСПОМОГАТЕЛЬНАЯ ОПОРА. Нажимая на рукоятку 7, перемещают клин 5 влево и скошенный его конец поднимает плунжер 3 с регулируемым винтом 2 до соприкосновения головки винта с базовой пов-тью оброб-мой детали 1. Плунжер с винтом 2 после подвода к детали закрепляется клином при вра-нии рукоятки и винта 6, который, перемещаясь влево, конусным концом раздвигает три шпонки 4 и стопорит клин 5.