6.3.3. Способы сращивания ов
Для соединении ОВ кабелей связи применяют сварку ОВ; соединение с помощью механических сростков; склеивание.
Сварку проводят с помощью электрической дуги, кислородно-водородной горелки, хлороводородной горелки, СО-лазера, плазменного генератора. Из всех способов практическое применение при монтаже ОК в процессе строительства и эксплуатации ВОЛС нашел только способ сварки с помощью электрической дуги.
Методы сварки электрической дугой многомодовых ОВ основаны на явлении возникновения сил поверхностного натяжения расплавленного кварца, которые уменьшают имеющееся смещение осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательным контролем расстояния между электродами, величины дуги тока, длительности предварительного оплавления торцов ОВ, длины хода сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагретого ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые в месте сварки многомодовых ОВ потери были незначительными. Как показали исследования, эти потери в месте сварки с надежностью 85 % не превышают 0,1 дБм.
При сварке одномодовых волокон приходится решать сложные инженерные задачи, связанные с необходимостью обеспечения малых значений осевого и углового смещений. Например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 5...8 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную. В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Согласно [10] простая иллюстрация наиболее важных шагов при сварке ОВ представлена на рис. 6.28.
Процесс сварки ОВ в современных сварочных аппаратах может быть представлен следующим образом. Концы волокон устанавливаются друг относительно друга, каждое волокно фиксируется в подвижном V-образном блоке с магнитными зажимами. В большинстве современных сварочных аппаратов весь процесс является автоматическим. С помощью микропроцессора и электронной технологии сканирования концы волокон юстируются друг относительно друга с точностью 1/10000 мм [10]. Эта юстировка также контролирует угол скола и чистоту концов волокна. Концы волокна нагреваются с помощью электрической дуги между двумя точечными электродами и затем соединяются вместе образуя единое соединение.
В процессе сварки берут определенное количество электронных сканированных изображений, с которых можно наблюдать визуально или с помощью математического анализа качество соединения.
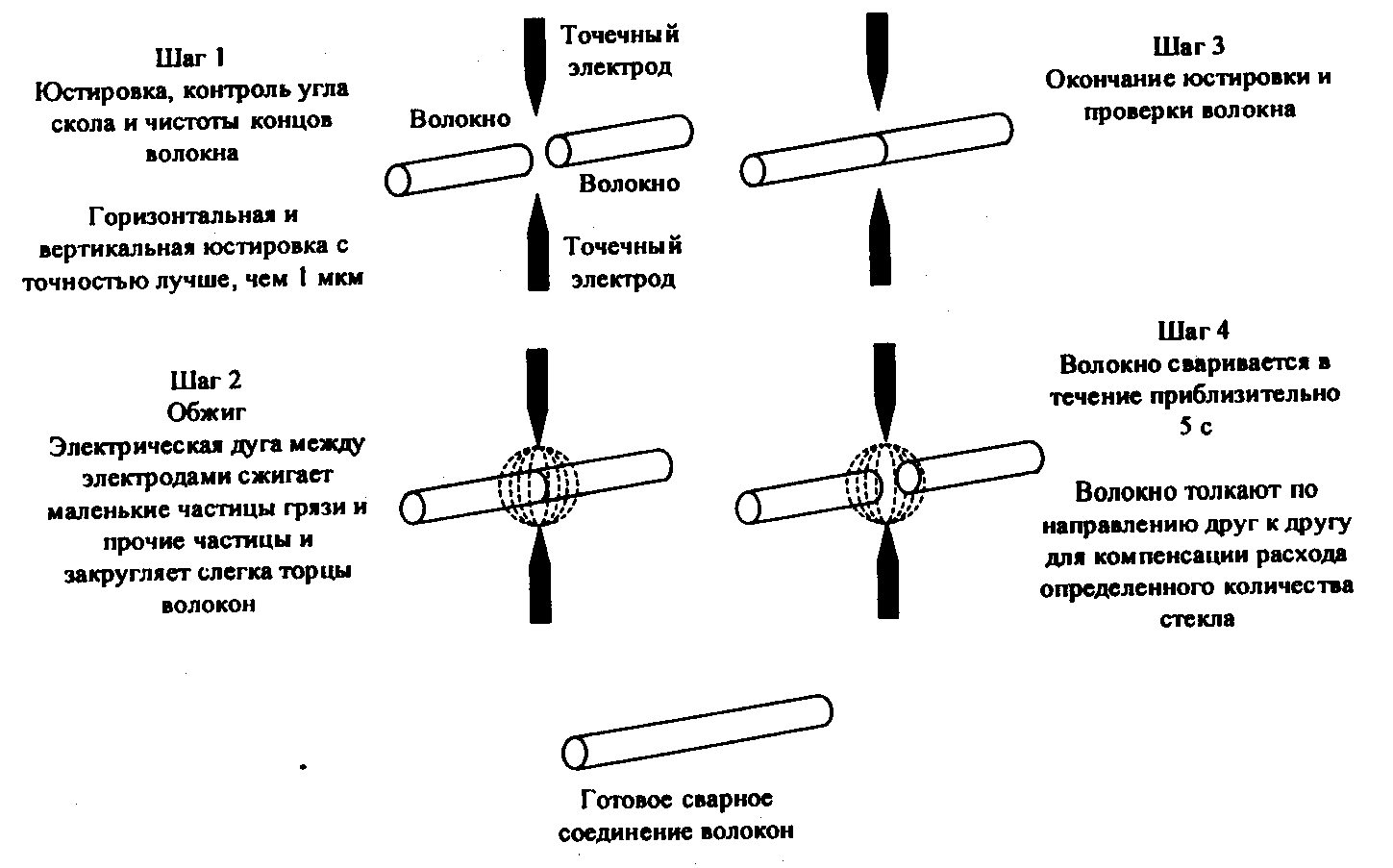
Рис.6.28. Иллюстрация наиболее важных шагов сварного соединения
Места соединения ОВ защищают одним из следующих способов: восстановлением защитного покрытия, заливкой места стыка эпоксидным компаундом и с помощью специальных гильз для защиты соединений световодов.
З
Рис.6.29. Конструкция
гильзы для защиты сростка ОВ:
1-трубка из
сэвилена; 2-металлический стержень;
3-термоусаживаемая трубка; 4-ОВ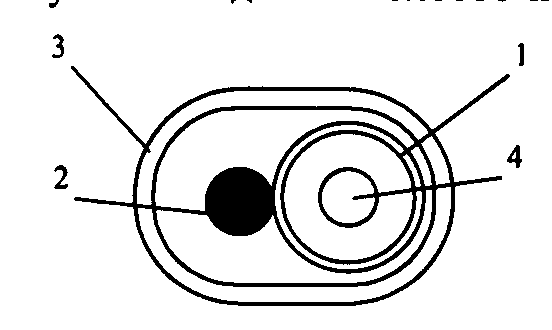
Однако на практике наиболее широко применяется способ защиты сростков ОВ с помощью специальных гильз: ГЗС (гильзы для защиты сростков) или КДЗС (комплект деталей для защиты сростков) [2]. Конструкция ГЗС (рис. 6.29) содержит термоусаживаемую трубку, внутри которой находится несущий металлический стержень диаметром 1,0 мм, и трубку из материала высокой текучести — сэвилена.
Перед сваркой волокон гильзу надевают на один из сращиваемых концов ОВ. После сварки ее надвигают на место сварки и нагревают. В процессе нагрева и усаживания трубки сэвилен расплавляется и уплотняется вокруг ОВ. Несущий металлический элемент надежно защищает ОВ от изгиба внутри термоусаживаемой трубки.
Н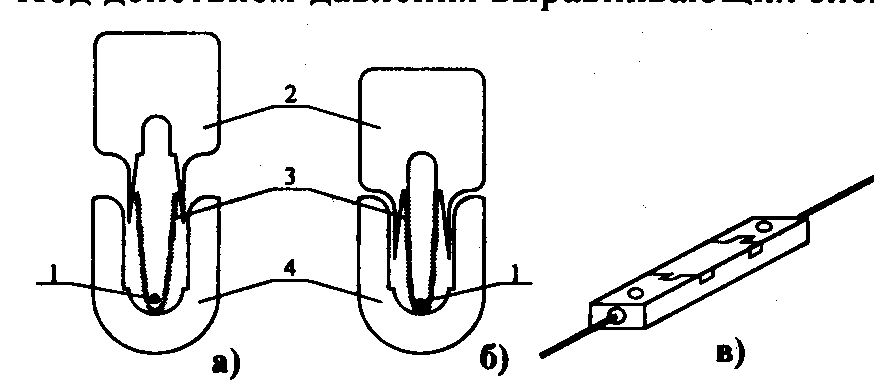 аиболее
успешно со сваркой конкурирует способ
соединения ОВ с помощью специальных
соединителей — механических сростков.
Подготовка ОВ в данном случае проводится
так же, как и для сварки. Для механического
соединения концы подготовленных волокон
поочередно укладывают в каналы,
образованные выравнивающими элементами
устройства, после чего обе половины
устройства соединяют, фиксируя ОВ. Под
действием давления выравнивающих
элементов соединяемые волокна юстируются.
Наиболее известны механические сростки
типа Fiberlok фирмы ЗМ (США) (рис. 6.30). Потери
в таком соединении не превышают 0,1 дБм
[12].
аиболее
успешно со сваркой конкурирует способ
соединения ОВ с помощью специальных
соединителей — механических сростков.
Подготовка ОВ в данном случае проводится
так же, как и для сварки. Для механического
соединения концы подготовленных волокон
поочередно укладывают в каналы,
образованные выравнивающими элементами
устройства, после чего обе половины
устройства соединяют, фиксируя ОВ. Под
действием давления выравнивающих
элементов соединяемые волокна юстируются.
Наиболее известны механические сростки
типа Fiberlok фирмы ЗМ (США) (рис. 6.30). Потери
в таком соединении не превышают 0,1 дБм
[12].
Ч
Рис.6.30. Механический
сросток типа Fiberlock:
а-соединитель
при укладке ОВ;
б, в-соединитель
в собранном виде;
1-волокно;
2-пластмассовая крышка; 3-металлический
выравнивающий элемент; 4-пластмассовое
основание
Е
Рис.6.31. Механический
соединитель, реализованный на базе
трубки с прецизионным отверстием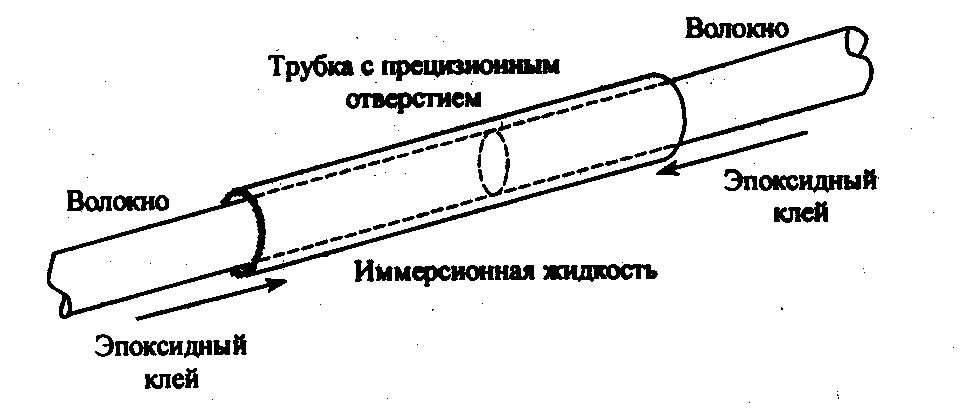 ще
одним видом механического соединения
ОВ является соединение, реализованное
на базе трех прутков. Такой соединитель
быстро и легко изготавливается и состоит
из трех стальных прутов с таким диаметром,
что когда пруты лежат продольно друг с
другом между ними формируется канал
имеющий тот же диаметр, что и с
ще
одним видом механического соединения
ОВ является соединение, реализованное
на базе трех прутков. Такой соединитель
быстро и легко изготавливается и состоит
из трех стальных прутов с таким диаметром,
что когда пруты лежат продольно друг с
другом между ними формируется канал
имеющий тот же диаметр, что и с
Т
Рис.6.32. Соединитель
из трех стальных прутков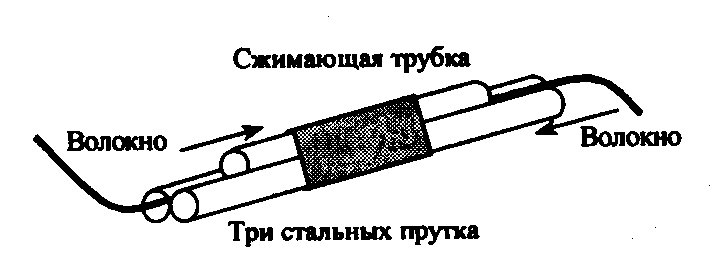
 ермоусаживающаяся
трубка держит пруты вместе. После
внесения жидкости с согласующим
показателем преломления концы волокон
вставляются с различных концов в канал,
образуя таким образом простое
полупостоянное соединение. Соединитель
из трех прутов используется в основном
для различных измерений, где требуется
быстрое соединение с лазером или
измерителем мощности. При использовании
жидкости с согласующим показателем
преломления могут быть получены потери
около 0,2 дБ [10].
ермоусаживающаяся
трубка держит пруты вместе. После
внесения жидкости с согласующим
показателем преломления концы волокон
вставляются с различных концов в канал,
образуя таким образом простое
полупостоянное соединение. Соединитель
из трех прутов используется в основном
для различных измерений, где требуется
быстрое соединение с лазером или
измерителем мощности. При использовании
жидкости с согласующим показателем
преломления могут быть получены потери
около 0,2 дБ [10].
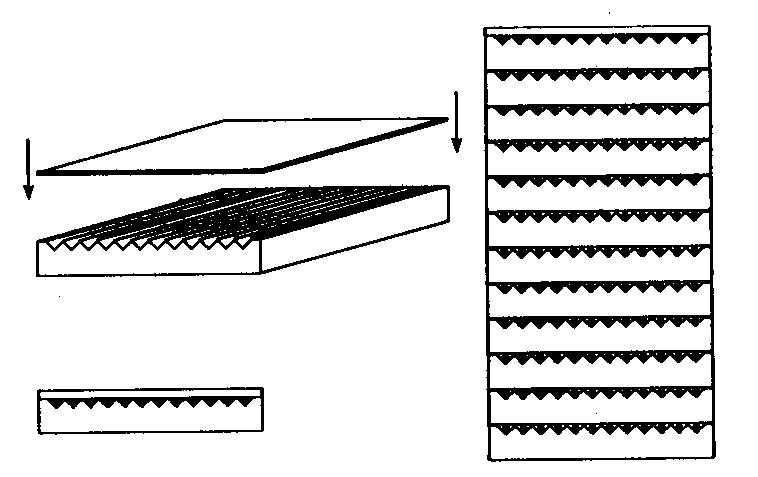
Б
Рис.6.33. Метод
механического соединения до12 лент с
волокнами в соединительной матрице
Основной недостаток, ограничивающий применение механических сростков, это чрезвычайно высокие требования, предъявляемые к стабильности геометрических размеров соединяемых с их помощью волокон, в том числе и к диаметру волокна по первичному покрытию. Наибольшее распространение механические сростки находят на одномодовых ВОЛС.
Основным фактором, сдерживающим внедрение соединения ОВ методам склеивания, является отсутствие клея-запоЛнителя с оптическими характеристиками, близкими к кварцу, и способного за короткое время (до 10 мин) обеспечить жесткое фиксирование ОВ в конструкции соединителя. Применяемые в большинстве случаев клеи на основе эпоксидных компаундов, обладающие хорошими оптическими и прочностными характеристиками, имеют время полимеризации 2...24 ч. При повышенной влажности, что характерно для полевых условий, этот процесс еще более замедляется. Известен способ, когда для быстрого протекания реакции полимеризации в эпоксидную смолу марки Э-20 включают добавки алюминиевой пудры (около 5% объема смолы), создают необходимые температурные условия и подвергают сросток ультрафиолетовому излучению. Для этого сросток помещают в специальную камеру [2].
В практике при строительстве и эксплуатации ВОЛС метод склеивания самостоятельно пока не применяется. Волокна склеивают в механических сростках. Потери в таких соединениях составляют менее 0,1 дБм [2].
Совсем другие проблемы возникают в полупостоянных соединителях. Они должны соединяться и разъединяться много раз без увеличения затухания. Это означает, что к ним предъявляются требования на механическую прочность и долговечность и это практически применимо к коннекторам для соединения одномодовых волокон.
Можно сформулировать дополнительные требования к полупостоянным соединителям [10]. Они должны иметь точную концентричность; эффективную защиту против пыли и влаги. Соединение должно выдержать растягивающую нагрузку без увеличения затухания. Соединитель должен легко соединяться с кабелем (даже в случае полевого соединения), а также легко соединяться и разъединяться. Соединение должно быть долговечным.
Сегодня на рынке много различных видов механических соединителей, которые делятся на цилиндрический наконечник; конический наконечник; соединитель с расширенным излучением; коннектор для ленты с волокнами.
Н
Рис.6.34. Два
соединителя с цилиндрическим наконечником,
вмонтированным в соединительную муфту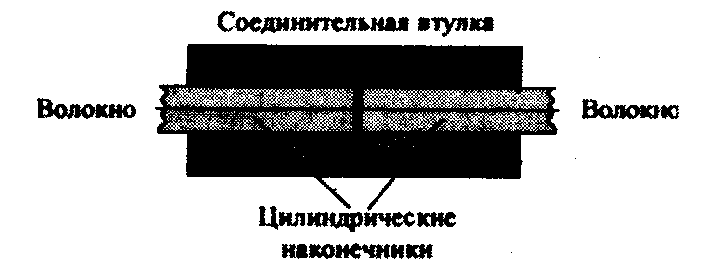
 аиболее
простым и недорогим видом изготовления
механического соединителя является
изготовление цилиндрического
наконечника в виде стального или
керамического наконечника. Наконечник
одноволоконного оптического кабеля
центрируется против наконечника
одноволоконного кабеля в цилиндрической
втулке (рис. 6.34). Выполнение этого вида
механического соединения (некоторые
из которых могут быть пригодны в полевых
условиях) зависит в большой степени от
концентричности отверстия в наконечнике
и соединительной втулке. Среднее значение
потерь составляет 0,2 - 1 дБ, в зависимости
от формы и конечной поверхности (плоская
или полусферическая).
аиболее
простым и недорогим видом изготовления
механического соединителя является
изготовление цилиндрического
наконечника в виде стального или
керамического наконечника. Наконечник
одноволоконного оптического кабеля
центрируется против наконечника
одноволоконного кабеля в цилиндрической
втулке (рис. 6.34). Выполнение этого вида
механического соединения (некоторые
из которых могут быть пригодны в полевых
условиях) зависит в большой степени от
концентричности отверстия в наконечнике
и соединительной втулке. Среднее значение
потерь составляет 0,2 - 1 дБ, в зависимости
от формы и конечной поверхности (плоская
или полусферическая).
М
Рис.6.33. Метод
механического соединения до12 лент с
волокнами в соединительной матрице
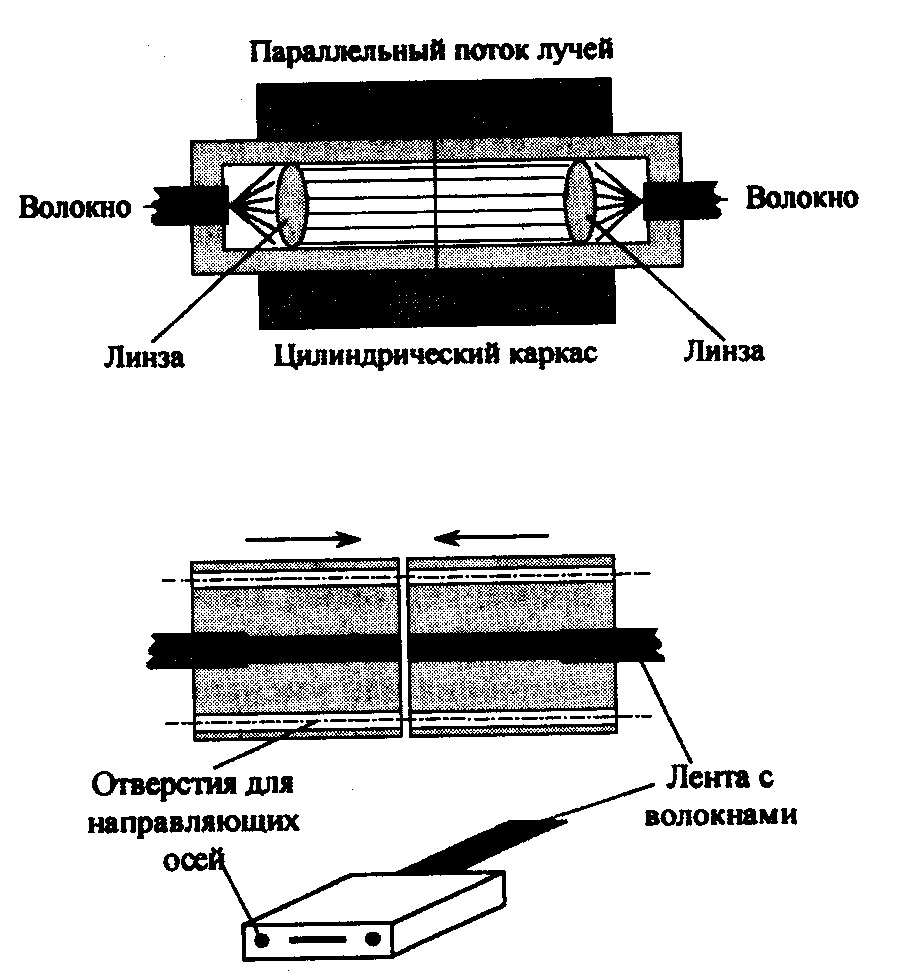
В соединителе с расширенным излучением свет из передающего волокна расширяется через линзу, создающую поток параллельных лучей света, который имеет большой диаметр (по сравнению с волокном). После соединения лучи направляются снова через линзу в приемном волокне (рис. 6.36). Этот метод используется для соединения военных кабелей в полевых условиях [10]. Преимущества этого метода в том, что соединяемые концы не подвергаются загрязнению как в случае ряда других видов механических соединителей. Обычно несколько волокон соединяются в одном соединителе.
М
Рис. 6.36.
Схематическое изображение соединителя
с расширенным излучением