

3.3. Изготовление оптических волокон
3.3.1. Общие положения
Технологический процесс изготовления ОВ разрабатывается, исходя из требований точного использования конструктивных решений и наименьшего влияния на параметры волокна внешних воздействующих факторов, а также экономической целесообразности работ.
Волокна обычно изготавливаются в ходе нескольких технологических операций, чтобы целенаправленно оптимизировать их механические, геометрические и оптические характеристики. Такая технология позволяет осуществлять быстро и экономично массовое производство, что является существенным фактором для современной техники связи, использующей волоконно-оптические кабели.
Общая технологическая схема изготовления ОВ включает изготовление заготовок и вытяжку ОВ из этих заготовок. Заготовка представляет собой стеклянный стержень, состоящий из стекла сердцевины и стекла оболочки. Если рассматривать поперечное сечение такой заготовки, то в увеличенном масштабе видны геометрические размеры и профиль показателя преломления ОВ, который может быть сделан из заготовки. При сильном нагревеодного конца заготовка вытягивается в волокно, при этом одновременно наносится покрытие, являющееся его защитной оболочкой.
Изготовление кварцевых заготовок осуществляют различными технологическими методами, в основе которых лежит метод жидкой фазы, парофазная техника и золь-гель процесс.
Метод жидкой фазы в основном используют для изготовления многокомпонентных ОВ с диаметром сердцевины 250 мкм и 400 мкм, числовой апертурой более 0,5 и коэффициентом затухания 3 — 20 дБ/км.
К методам жидкой фазы относят методы: тигля, слоистого расплава, двойного тигля, обменной диффузии, модифицированный метод обменной диффузии «фазил», ионного обмена [13].
Золь-гель процесс производства оптических заготовок разрабатывался с 1977 г. Существуют два основных метода изготовления кварцевого гель-стекла: гидролиз и полимеризация алкоголятов; превращение в гель золей, полученных из коллоидных оксидных дисперсий. С помощью золь-гель процесса изготовляют опорные кварцевые трубы (ОКТ), сердцевину и оптическую оболочку.
Алкоголяты позволяют получать многокомпонентные гели и благодаря маленьким порам (2 — 7 нм), эти гели могут спекаться при температурах, значительно меньших, чем температуры, которые применяются при образовании стекла. Таким образом можно исключить проблему кристаллизации, так как спекание происходит при температуре значительно ниже той, при которой начинается образование центров кристаллизации и рост кристаллов. Однако сушка монолитных алкоголятных гелей представляется трудной задачей. Она может быть решена путем гиперкритической откачки воздуха из автоклава. Метод очень трудоемок, требует громоздкого оборудования и больших затрат.
Остановимся в основном на изготовлении заготовок методом парофазной техники. Он является наиболее распространенным для ОВ, применяемых в технике связи.
3.3.2. Технология изготовления опорных кварцевых труб
Опорные кварцевые трубы (ОКТ) являются важным исходным компонентом для изготовления кварцевых заготовок [13]. Они изготовляются из различных видов сырья по одностадийной или двухстадийной технологии (рис. 3.6).
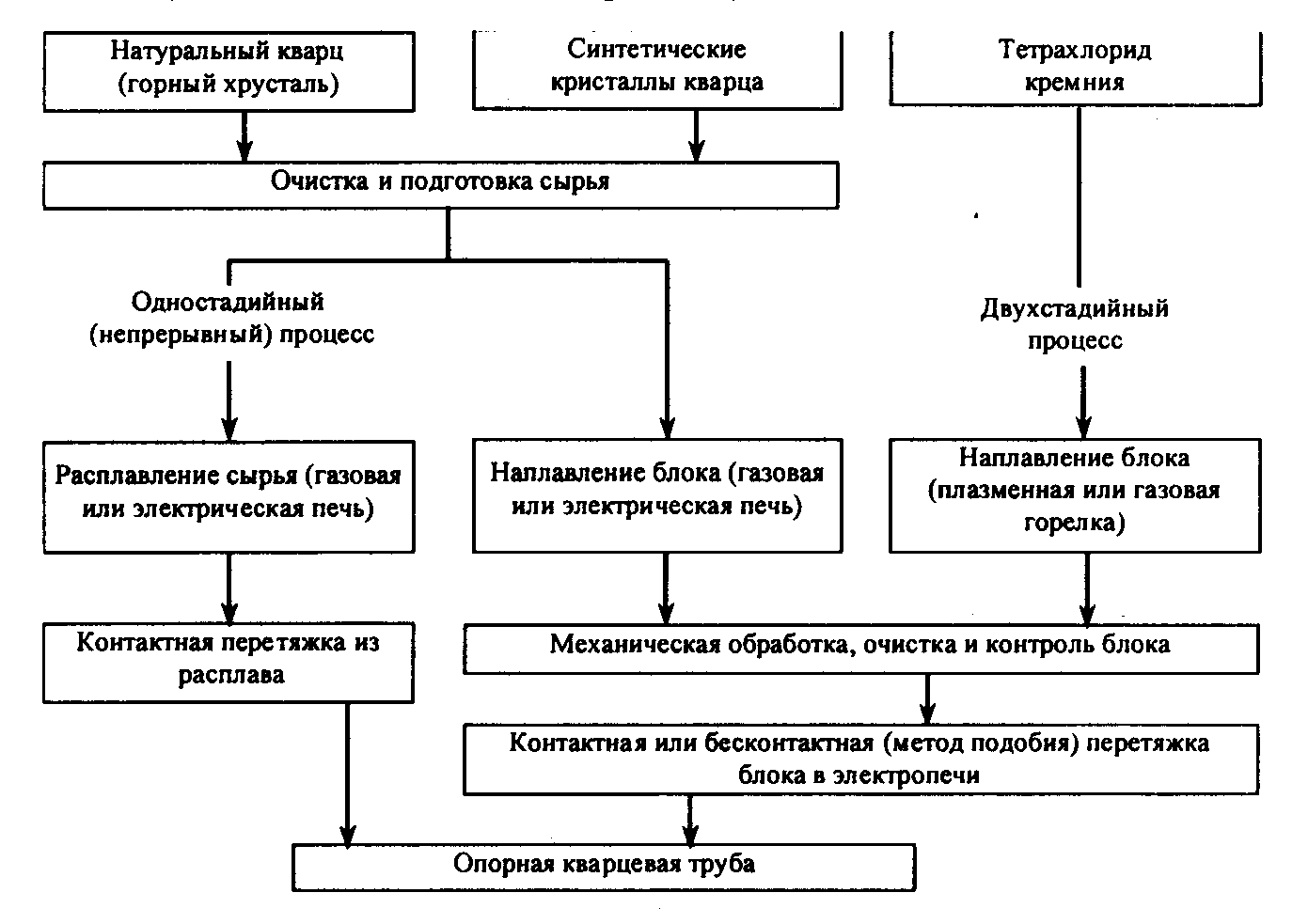
Рис. 3.6. Перечень основных технологических операций
производства опорных кварцевых труб
Одностадийный процесс обеспечивает наилучшие геометрические характеристики изготовляемых труб, но, как и процесс контактного двухстадийного формирования труб, не обеспечивает высокой прочности кварцевого стекла ОКТ ввиду его загрязнения частицами материала дорна установки контактного формирования трубы.
Наибольшее распространение получил двухстадийный процесс производства ОКТ из натурального стекла с использованием метода бесконтактного формирования трубы, имеющий достаточно высокие технико-экономические показатели [13]. Изготовленные на его основе ОКТ выпускают диаметром 8 — 24 мм с радиальной толщиной стенок 1 — 1,6 мм. Допуски на радиальную толщину стенки для лучших образцов ОКТ колеблются от ± 0,2 до ± 0,4 мм. Длина ОКТ может составлять 1 — 2,5 м. Допуск на радиальную толщину стенки в значительной степени определяет точность изготовления заготовки с заданным профилем показателя преломления заготовки.