

4. Стандартизация посадок гладких цилиндрических соединений. Единый принципы построения системы допусков и посадок исо для гладких цилиндрических соединений. Система отверстия и система вала.
При изготовлении деталей размеры D и d выполняются с погрешностями. Конструктор
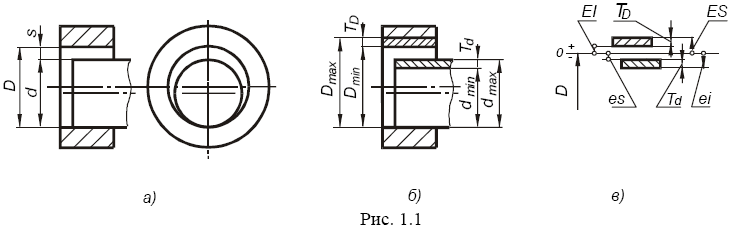
исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т.е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Конструктор устанавливает два предельных размера для вала – dmax , dmin и два предельных размера для отверстия – Dmax , Dmin , внутри которых должны находиться действительные размеры сопрягаемых деталей (рис.1.1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском – Td и TD .
Нанесение на чертеже соединения такого количества размеров крайне неудобно, поэтому
было принято устанавливать один общий размер для вала и отверстия, называемый
номинальным – D и указывать от него предельные отклонения (рис. 1.1, в).
Верхнее отклонение ES, es – алгебраическая разность между наибольшим и номинальным размерами.
ES = Dmax – D ; es = dmax – D
Нижнее отклонение EI, ei – алгебраическая разность между наименьшим и номинальным размерами.
EI = Dmin – D ; ei = dmin – D
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
В зависимости от взаимного расположения полей допусков отверстия и вала различают
посадки трех типов: с зазором, с натягом и переходные.
Нетрудно заметить, что допуск посадки, независимо от ее типа, есть сумма допусков
отверстия и вала, составляющих соединение.
Наибольший зазор переходной посадки часто представляют в виде отрицательного
наименьшего натяга.
При расчете и выборе посадок конструктора могут интересовать не только предельные зазоры и
натяги, но и средние, обычно наиболее вероятные, зазоры и натяги:
средний зазор: Sc = (Smax +Smin ) / 2 ;
средний натяг: Nc = (Nmax + Nmin ) / 2 .
5. Система допусков и посадок исо. Ряды и интервалы размеров. Принцип нормальной температуры. Допуски размеров.
В марте 1987 г. ИСО приняла стандарты серии 9000 на системы качества, дополняющие требования к продукции или к услугам. Серия стандартов серии 9000 с 1988 г. принята в СССР и с 1991 г. в России в качестве национальных стандартов под номерами ГОСТ 40.9001-88 - ГОСТ 40.9003-88. Однако в связи с пересмотром в 1994 г. стандартов ИСО серии 9000 и их превращения в «семейство» из 30 наименований возникла необходимость пересмотра российских стандартов. Характерно, что более 90 стран мира имеют стандарты, эквивалентные ИСО-9000, а более 100 тысяч компаний сертифицировали свои системы качества на соответствие этим стандартам. В 70-х г. по инициативе комитета по надежности МЭК (ТК-56) и ИСО были начаты работы по созданию системы сертификации - документального подтверждения соответствия качества выпускаемой продукции стандартам ИСО.
ряды чисел для выбора линейных размеров. ГОСТ 8032 предусматривает четыре основных ряда предпочтительных чисел:
1-й ряд - R 5 - 1,00; 1,60; 2,5;... знаменатель прогрессии = 1,6.
2-й ряд - R 10 - 1,00; 1,25; 1,60;... знаменатель прогрессии = 1,25.
3-й ряд - R 20 -1,00; 1,12; 1,25; 1,40;... знаменатель прогрессии = 1,12.
4-й ряд - R 40 - 1,00; 1,06; 1,12; 1,18;... знаменатель прогрессии = 1,06.
Предпочтительные ряды чисел позволяют не только унифицировать параметры продукции, но и увязать по параметрам продукцию различных видов - детали машин, комплектующие изделия, транспортные средства, технологическое оборудование.
Для построения рядов допусков каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов. Например до 3 мм ; свыше 3 до 6 мм…. Свыше 400 до 500 мм.
Нормальная температура измерения 20 градусов. По это температуре устанавливаются все допуски и посадки. При повышении и понижении температуры будет происходить погрешность измерения.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями. Допуск обозначается IT (International Tolerance) или TD - допуск отверстия и Td - допуск вала. Допуск размера всегда положительная величина. Допуск размера выражает разброс действительных размеров в пределах от наибольшего до наименьшего предельных размеров, физически определяет величину официально разрешенной погрешности действительного размера элемента детали в процессе его изготовления.
Общее правило:
ЕI = Для отверстий с основными отклонениями от А до Н;
ES = Для отверстий с основными отклонениями от j до ZC.
Данное правило действительно для всех отклонений, за исключением: Отклонений, на которые распространяется специальное правило (см. п. 4.2.2); Отверстий от N9 до N16 для размеров свыше 3 до 500 мм, у которых основное отклонение равно нулю.
Специальное правило: ES = - ei + D, где D - разность ITn - ITn-1 между допуском рассматриваемого квалитета ITn и допуском ближайшего более точного квалитета ITn-1. Настоящее правило действительно для интервалов размеров свыше 3 до 500 мм: для отверстий с основными отклонениями J, К, М, N до 8-го квалитета включительно; для отверстий с основными отклонениями от Р до ZC до 7-го квалитета включительно. Примечание. Указанные правила сформулированы на основе следующих принципов:
1) общее правило - основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала того же буквенного обозначения;
2) специальное правило - основное отклонение отверстия должно быть таким, чтобы две соответствующие друг другу посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, например, Н7/р6 и P7/h6, обеспечивали идентичные зазоры или натяги