

Разработка операций технологического процесса
Разработка операций технологического процесса
Результатом этой стадии р-ты над тех.пр-сом явл.технолог.док-ты представл. В виде операц-ой карты, карты эскизов,маршрутной карты, карты технического контроля.
В пр-се разраб-ки опер-ии решается ряд задач:
Выбор станка: при выборе станоч.обор-ия необ-мо руков-ся след. gринципами:
Соотв-ие раб.зоны станка габаритным размерам заг-ки. При этом следует иметь ввиду, что чем больше станок, тем ниже его точ-ть и тем большую мощ-ть он потреб-ет.
Возможность обеспечения треб.точ-ти обр-ки. Выбирая оборуд-ие необ-мо ориент-ся на экономически целесообразную точность метода обр-ки.
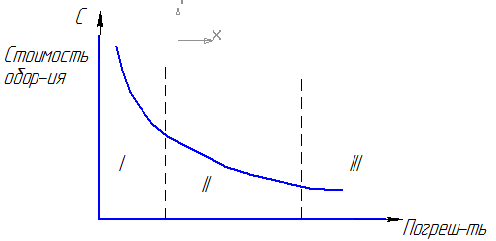
I зона хар-ся тем,что при малом изменении погреш-ть обр-ки, стоим-ть обр-ия резко возрастает;
II- значит погреш-ть возрастет, стоим-ть обор-ия уменьшится незнач-но;
III- одинаково сравнимое изменение погреш-ти и стоим-ти.
IIIзона-экономически целесообр-ая точ-ть.
В соотв-ии мощ-ти, жесткости и кинетич.возмож-ей наилучшим режимом резания
Соотв-ие произв-ти выбора обор-ия заданной программе выпуска
Выбор приспособлений. Хотя технолог.механ.цеха не разраб-ет окончат-ую конструкцию приспособ-ия, тем не менее он закладывает его структ., путем созд-я операй.эскиза, схемы обр-ки, схемы базир-ия,схемы закрепления заг-ки. Создавая технологию процесса и выбирая приспос-ие технолог должен предвидеть возможные пути повыш. произ-ти и расширение технол.ивозможностей применяемого оборуд-ия.
Выбор инструмента. Выбору подлежат и режущие и мерительные инстр-ты. Режущие: выбирая реж.инстр-т необ-мо прежде всего ориен-ся на гостированный станд.инстр-т, а также инстр-т, кот. Реклам-т в своих каталогах ведущие производ-ли режущего инстр-та. При этом следует иметь ввиду, что во-первых инстр-т лучше исп-ть тот, кот.обезличен относит-но потребителя, т.к.такой интср-т самый дешовый, во-вторых инстр-т изголовл. По заводским нормалям исп-ть во вторую очередь, в-третьих инстр-т спец-ый реком-ся исп-ть только для самых ответственных дет., т.к.такой интср-т самый дорогой, но не всегда точный. Мерительные: поскольку время измерения явл.составл-ей вел-ой штучного времени,то необх-мо стремиться к … контроля. Для сокращения времени контроля необх-мо исп-ть уни версальный мерительный инстр-т,
Выбор режимов обр-ки,
Выбор марки и состава смазочно-охлажд.жидкости (СОЖ),
Выбор остальных факторов,влияющих на производ-ть.
После решения этих задач осущ-ся нормирование операций и оформление технологич.карты
Выбор исходной заготовки
Для изг-ия ДМ может быть использованы различные способы и получения исходной заг-ки:
Литье:
а) литье в землю
б) литье в кокиль
в) литье под давлением
г) центробежное литье
д)литье в оболочковые формы
2) ОД:
а) прокат(круглый,листовой,фасонный)
б)прессование-выдавливание заг-ки
в) ковка на молоте или прессе
г) штамповка на молоте кривошипных и горячештампных прессах на горизонт-ых ковочных машинах
д) ротационная ковка.