65. Штампока на кгшп. Штамповка выдавливанием в закрытых штампах.
При открытой штамповке облой гарантирует получение заданной конфигурации поковки, но, являясь технологической необходимостью, он одновременно увеличивает потери металла, усилие деформирования, требует операции обрезки. Способ штамповки в закрытых штампах (безоблойной штамповки) более экономичен, так как позволяет получить поковку с минимальной последующей обработкой резанием. Этот способ позволяет реализовать схему неравномерного всестороннего сжатия при значительной величине боковых сжимающих напряжений. Он способствует лучшему выявлению пластических свойств металлов. Закрытая штамповка позволяет снизить себестоимость поковок на 30...40 %, значительно сокращает трудоемкость последующей обработки резанием.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
66. Штамповка в открытых штампах. Стадии заполнения ручья.
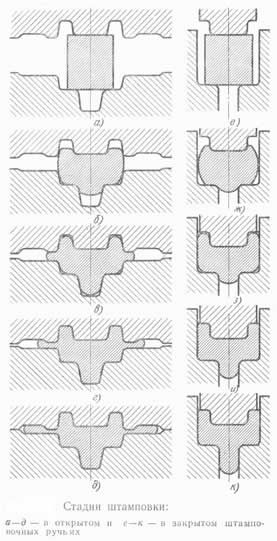
Штамповка в открытых штампах (рисунок 2, позиция а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Стадии заполнения ручья.