

60. Штамповка на молотах. Предварительный (черновой ручей).
Штамповка на молоте в каждом ручье штампа осуществляется не за один, а за несколько ударов. На молоте металл заготовки легче заполняет полости ручьев верхней половины штампа, чем нижней. Это объясняется тем, что металл заготовки находится в контакте с верхней половиной штампа весьма короткое время и меньше охлаждается. В связи с этим более высокие части, например ребра поковки, располагают в верхней половине штампа.
Плоскость разъема штампов выбирают так, чтобы ручьи имели наименьшую глубину и наибольшую ширину, что способствует лучшему заполнению ручьев штампа металлом и уменьшает их износ. Поскольку молотовые штампы не имеют выталкивателей, для более легкого извлечения поковки в ручье штампа делают достаточно большие штамповочные уклоны — внешние не более 7° и внутренние 10°. Разница в их величине объясняется тем, что внешние поверхности поковки при охлаждении легко отходят от стенок ручья, а внутренние охватывают его выступы.
Вследствие ударного характера приложения нагрузки при штамповке на молоте в штампах не делают направляющих колонок из-за опасности их поломки и травмирования людей. При штамповке на молоте за несколько ударов окалина легко удаляется из штампа струей сжатого воздуха и последний удар наносится по заготовке, практически не имеющей окалины. В связи с этим используют пламенный нагрев заготовок как более экономичный по сравнению с другими видами нагрева.
Штамповка на молотах осуществляется как в открытых, так и закрытых штампах. Штамповку простых по форме поковок выполняют в одно-ручьевых штампах, сложных - в многоручьевых. Поковки типа шестерен, крестовин и т. п. изготовляют осадкой заготовки в торец с последующей штамповкой в чистовом ручье, поковки типа шатунов, рычагов и т. п. изготовляют с предварительной протяжкой, подкаткой, гибкой и последующей штамповкой в черновом и чистовом ручьях. Такие поковки в зависимости от массы Получают из штучных заготовок, рассчитанных на изготовление одной или двух поковок. Мелкие поковки штампуют от прутка.
Черновой ручей предназначен для максимального приближения формы заготовки к форме поковки сложной конфигурации. Глубина ручья несколько больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заготовка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны увеличиваются. В открытых штампах черновой ручей не имеет облойной канавки. Применяется для снижения износа чистового ручья, но может отсутствовать.
61. Определение массы заготовки при ковке.
Размеры сечения заготовки должны быть выбраны так, чтобы в процессе
ковки была обеспечена необходимая уковка, а длина заготовки должна быть
выбрана с учётом необходимого для поковки объёма металла. Расчет начинает-
ся с определения объема.
Объем катаной заготовки определяется как сумма объёмов поковок, отхо-
дов и угара.
Объем заготовки – слитка учитывает дополнительно объем прибыльной и
донной частей.
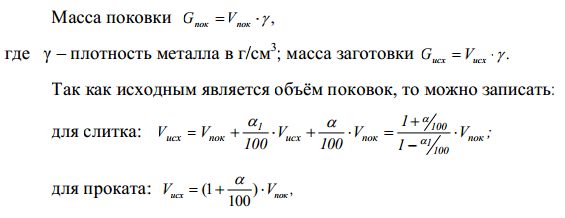
где
![]() процент отходов на донную и прибыльную
части слитка (берется от
процент отходов на донную и прибыльную
части слитка (берется от
объёма слитка);
![]() – процент отходов на угар и обсечку от
объёма поковки.
– процент отходов на угар и обсечку от
объёма поковки.
Для поковок прямоугольного сечения наиболее удобны квадратные про-
фили, для круглых – круглые (иногда квадратные для обеспечения укова).