

8.7. Вырубка и пробивка
Вырубка и пробивка, являясь разделительными операциями, завершаются разрушением металла в очаге деформации.
Процесс же пластической деформации заготовки, происходящий в начальных стадиях деформирования, является сопутствующим, обычно нежелательным, но неизбежным для пластичных материалов. Разделение заготовки в операциях вырубки и пробивки осуществляется путем относительного смещения смежных частей заготовки в направлении толщины заготовки. Чтобы локализировать пластическую деформацию вблизи поверхности раздела, кромки пуансона и матрицы делают острыми, а зазор между пуансоном и матрицей небольшим (значительно меньшим толщины заготовки).
Распределение напряжений и деформаций в очаге деформации характеризуется значительной неравномерностью как в направлении, перпендикулярном к срединной поверхности, так и вдоль поверхности, что делает задачу трудной, и замкнутые решения могут быть получены лишь при значительных допущениях. Характер допущений и принимаемая модель деформирования должны определяться в связи с задачами исследования. Так, например, отыскание поля напряжений в очаге деформации может быть осуществлено решением плоской задачи с привлечением метода характеристик при принятых условиях на контуре [20,91].
Ставя же, например, ограниченную задачу обоснования формы графика изменения условия по пути пуансона, можно пытаться искать решение при более грубых допущениях.
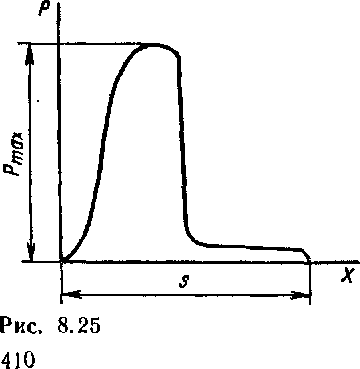
Выясним, чем может объясняться плавное увеличение усилия вырубки до Ршах, в то время как от начала деформирования площадь сечения, активно сопоставляющегося смещению одной части заготовки относительно другой, монотонно i уменьшается.
Можно предположить, что причиной, определяющей указанный характер изменения усилия по пути пуансона, является > прочненне. Так как при вырубке происходит относительное смещение частей заготовки в направлении, перпендикулярном к поверхности заготовки при относительно малой ширине очага деформации, то можно предположить, что основной деформацией является сдвиговая деформация и что на поверхности, проходящей через режущие кромки пуансона и матрицы, действуют максимальные касательные напряжения, равные т5 в условиях пластических деформаций.
Учитывая малый угол наклона образующих этой поверхности к оси пуансона, можно записать
Р = L (s — х) ть, (8.151)
где L — длина линии разделения; s — толщина заготовки; х — величина внедрения пуансона в заготовку (рабочий ход пуансона).
Если принять для плоской деформации согласно уравнению (5.186), что т5 *=« 0,58os, а величина напряжения текучести os с учетом упрочнения определяется по формуле (1.19), то выражение (8.151) получит вид
P = 0,58L(S-,)-T^-(1Ј-)1^. (8.152)
Приняв затем, что уменьшение площади поперечного сечения при линейном растяжении эквивалентно по упрочняющему эффекту уменьшению площади сдвига при вырубке, имеем
s — (s — х) X
* = ;— =
Формулу (8.152) можем преобразовать D 0,58L(s — х)а. ' " 4
1
Ш ш- <8Л53>
Из формулы (8.153) видно, что Р — 0 при х = s (в конце деформирования) и при х — 0 (в начале деформирования). При-
dP .
равняв нулю первую производную = 0, можно найти, что
Ртах соответствует ~- = фш, а величина Ршах = 0,58sLoB (несколько меньше фактического). Проведенный элементарный анализ показал, что явление упрочнения способствует возрастанию усилия вырубки в начальных стадиях деформирования, причем рост интенсивности упрочнения (увеличение фш) способствует увеличению пути пуансона, соответствующего появлению Ртах. Однако упрочнение не является единственным фактором, определяющим появление максимума на графике изменения усилия по пути пуансона, г- -, ^^^STs^'iv- Даже в условиях горячего дефор- ' "■: мирования^ этот график характе-
ру; ризуется плавным увеличением
1^ усилия до максимального значе-
*j? ния с последующим постепенным
^ уменьшением его почти до нуля.
ШМожно полагать, что такой ха- рактер графика объясняется тем, 4 что по мере внедрения пуансона
в заготовку главные оси в очаге деформации поворачиваются, а не остаются постоянными, как было \"i - принято ранее. Если принять, что
главные оси совпадают по направ- Ч^. лению с касательными и норма- лями к волокнам металла, види- 11 - мым па макрошлифе, то можно анализировать процесс деформи- рования несколько иначе. Рис 8 26 Возможность такого допуще- ния наглядно подтверждается макрошлифом (рис. 8.26): расслоившаяся вследствие повышен- ного содержания неметаллических включений на отдельные слои заготовка деформируется так, что длина отдельных слоев по мере внедрения пуансона увеличивается, а ширина трещин уве- личивается вследствие утонения слоев при растяжении.
Далее примем для получения приближенных качественных зависимостей, что это нормальное напряжение постоянно по толщине заготовки и равно напряжению текучести (линейное растяжение). Это допущение весьма грубо, так как в действительности схема напряженного состояния при вырубке объемна, а величины напряжений переменны по толщине. При этих допущениях, принимая, что угол наклона касательной к волокнам а также постоянен по высоте и определяется соотношением
sin
а
= .
х
—,
Vx* + Д2
где х — рабочий ход пуансона; А — ширина очага деформации, получим, что усилие деформирования
Р
=
asL
(s
-
х)
sin
а
=
-^(s
~
х)
х. (8.154)
V -\- д2
Из формулы (8.154) видно, что Р — 0 при х = О и х — s, а следовательно, усилие имеет максимальное значение при некотором значении рабочего хода пуансона.
Таким образом, наличие максимума на графике усилие — путь (пуансона) может объясняться не только упрочнением, но и поворотом главных осей в процессе деформирования.
СПИСОК ЛИТЕРАТУРЫ
Аверкиев Ю. А. Анализ обжима полых Цилиндрических заготовок,— В кн.: Машины и технология обработки металлов давлением, вып. 42. М., Машгиз, 1955, с. 21—37 (МВТУ).
Алексеев Ю. Н. Введение в теорию обработки металлов давлением, прокаткой и резанием. Харьков, изд. ХГУ, 1969. 106 с.
Безухов Н. И. Теория упругости, пластичности и ползучести. М., «Высшая школа», 1961. 536 с.
Березкин В. Г. Формоизменение металлов при обработке давлением. М., «Машиностроение», 1973. !54 с.
Булат С. И., Тихонов А. С, Дубровин А. К- Деформируемость структуры неоднородных сталей. М., «Металлургия», 1975. 352 с.
Бочвао А. А. О разных механизмах пластичности в металлических сплавах. — «Изв. АН СССР. ОТН», 1948, № 5, 649—653.
Бочоар А. А. Металловедение. М., Металлургиздат, 1956. 495 с.
Головин А. Ф. Прокатка, ч. 1, М., ОНТИ, 1933. 222 с.
9. Горбунов М. Н., Катков В. Ф., Попов О. В. Глубокая вытяжка листовых металлов с применением подогрева. — «Труды МАТИ», S956, вып. 29, с. 5—27.
Горбунов М. Н. Технология заготовительных штамповочных работ в производстве летательных аппаратов. М., «Машиностроение», 1970. 351 с.
Гоффман О. и Закс Г. Введение в теорию пластичности. М., Машгиз, 1957. 280 с.
Губкин С. И. Теория обработки металлов давлением. М., Металлургиздат, 1947. 532 с.
S3. Губкин С. И. Пластическая деформация металлов. В 3-х т. М., Металлургиздат, 1960, т. 1, 376 с, т. 11, 416 с, т. III, 306 с.
Губкин С. И., Мицкевич Н. И. Распределение контактных напряжений при свободном осаживании металла. — В кн.: Сб. научных трудов. Вып. 2. Минск, Изд-во АН БССР, 1955, с. 37—53. (АН БССР, ФТИ).
Губкин С. И., Юшков А. В. и Добровольский С. И. Выяснение причин расслоения металла в плоскости облойного мостика при штамповке. — В кн.: Сб. научных трудов. Вып. 2. Минск, Изд-во АН БССР, 1955, с. 16—22 (АН БССР, ФТИ).
16. Губкин С. И., Добровольский С. И., Бойко Б. Б. Фотопластичность. Минск, Изд-во АН БССР, 1957. 165 с.
Губкин С. И., Звороно Б. П., Катков В. Ф., Норицын И. А. Попов Е. А., Смирнов-Аляев Г. А., Томленое А. Д., Унксов Е. П., Шофман Л. А. Основы теории обработки металлов давлением. Под ред. М. В. Сторожева. М., Машгиз, 1959 , 540 с.
Губкин С. И. Деформируемость металлов. М., Металлургиздат, 1953. 199 с.
Гун Г. Я., Полухин П. И., Полухин В. П., Прудковский Б. Л. Пластическое формоизменение металлов. М., Металлургия, 1968. 416 с.
Джонсон В., Кудо X. Механика процесса выдавливания металлов. М., «Металлургия», 1965. 174 с.
2!. Довнар С. А. О моделировании горячего процесса пластической деформации металлического тела. — В кн.: Сб. научных трудов. Вып. 4. Минск, Изд-во АН БССР, 1958, с. 124—132. (АН БССР, ФТИ).
Дзугутов М. Я. Напряжения и деформации при обработке металлов давлением. М., «Металлургия», 1974, 280 с.
Журавлев А. 3. Основы теории штамповки в закрытых штампах. М., «Машиностроение», 1973. 222 с.
Закс Г. Практическое металловедение. М., ОНТИ, 1938. 244 с.
Зайков М. А. Влияние скорости деформации на прочность углеродистой стали при высоких температурах. — «ЖТФ», 1949, т. 19, вып. 6, с. 684-695.
Зайков М. А., Перетятько В. Н. Критерии пластичности при обработке металлов давлением. — «Известия вузов. Черная металлургия», 1959, № 8, с. 75-86.
27. Зейтц Ф. Физика металлов. М., Гостехиздат, 1947. 364 с.
28. Зибель Э. Обработка металлов в пластическом состоянии. М.—Л., ОНТИ, 1934. 194 с.
Золотухин Н. М. О подобии процессов горячего деформирования металлов. — «Кузнечно-штамповочное производство», 1960, № 3, с. 1—3.
Золотухин Н. М. Моделирование процессов горячего деформирования металлов. — «Вестник машиностроения», 1958, № 9, с. 36—39.
Иваиушкин П. В. Уширение при вытяжке. — «Вестник машиностроения», 1950, № 7, с. 44—45.
Ильюшин А. А. Моделирование горячих и скоростных процессов обработки металлов давлением. — В кн.: Прогрессивная технология кузнечно-штамповочного производства. М., Машгиз, 1952, с. 31—47.
Ильюшин А. А. Пластичность. Ч. I. М.—Л., ГТИ, 1948. 346 с.
Качанов А. М. Основы теории пластичности. М., «Наука», 1969. 420 с.
Кишкин С. Т. Изв. АН СССР. ОТН, 1948, № 1, с. 87—96.
Конобеевский С. Т. К теории фазовых превращений. — «ЖЭТФ», 1943, т. 13, вып. 6, с. 185—214.
Копторова Т. А. и Френкель Я. И. К теории пластической деформации и двоиникования. — «ЖЭТФ», 1938, т. 8, вып. 1, с. 89—91.
Корнеев Н. И. Пластическая деформация металлов и термический режим обработки давлением сталей и сплавов. М., Машгиз, 1949. 52 с.
Корнеев Н. И , Скугарев И. Г. Основы физико-химической теории обработки металлов давлением. Термомеханические факторы обработки металлов и сплавов. М., Машгиз, 1960. 316 с.
Коттрелл А. X. Дислокация и пластическое течение в кристаллах. М., Металлургиздат, 1958. 267 с.
Коттрел А. X. Строение металлов и сплавов. М., Металлургиздат, 1961. 288 с.
Кузнецов Д. П. Напряженно-деформированное состояние заготовок прн обратном выдавливании полых цилиндрических заготовок. — «Вестник машиностроения», 1959, № 2, с. 40—44.
Курнаков Н. С. и Жумчужный С. Ф. Давление истечения и твердость пластических тел. — «ЖРМО», 1913, № 3, с. 256—310.
Лашко Н. Ф. Упрочнение и разрушение металлов. М., Оборонгиз, 1951. 187 с.
Макушок Е. М. Механика трения. Минск, «Наука и техника», 1974. 252 с. (АН БССР, ФТИ).
Макушок Е. М., Матусевич А. С, Северденко В. П., Сегал В. М. Теоретические основы ковки и горячей штамповки. Минск, «Наука и техника», 1968. 406 с. (АН БССР, ФТИ).
Малинии Н- Н. Прикладная теория пластичности и ползучести, М., «Машиностроение», 1975. 399 с.
Манасевич А. Д. Физические основы напряженного состояния и прочность металлов. М., Машгиз, 1962. 200 с.
Миркин Л. И. Физические основы прочности и пластичности. Изд. МГУ, 1968. 538 с.
Молосаев И. П. Изучение процесса формоизменения металла в полости штампа. — В кн.: Сборник научных трудов БПИ, вып. 57. Минск, Изд-во АН БССР, 1957, с. 69-80.
Мошнин Е. Н. Гибка и правка на ротационных машинах. М., «Машиностроение», 1967. 271 с.
Мошнин Е. Н. Гибочные и правильные машины. М., Машгиз, 1956. 252 с.
Мошнин Е. Н. Моделирование горячих процессов пластического деформирования. — «Кузнечно-штамповочное производство», 1959, № 3, с. 1—8.
Мошнин Е. Н., Золотухин Н. М. Определение усилия осадки поковок. — «Кузнечно-штамповочное производство», 1960, № 6, с. 1—5.
Мошнин Е. Н., Золотухин Н. М. Уточнение методики определения усилия осадки поковок. — «Кузнечно-штамповочное производство», 1961, № 3, с. 18—19.
56. Надаи А. Пластичность и разрушение твердых тел. Пер. с англ. М., Изд-во иностр. лит., 1954. 647 с.
57. Новиков И. И. Дефекты кристаллической решетки металлов. М., «Метал- лургия», 1975. 208 с.
Норицын И. А. Основы теории многооперационной вытяжки листового металла. — «Труды Моск. вечери, машиностроит. ин-та», М., 1955, вып. II, с. 61—99.
Носырева С. С. и Буракова М. В. Влияние пластической деформации на превращение аустенита в мартенсит. — «Труды Уральского филиала АН СССР», 1941, вып, 10, с. 23—43.
Овчинников А. Г. О выборе кривошипного пресса для вытяжки. — «Кузнечно-штамповочное производство», 1961, № 1, с. 30—33.
Одинг И. А. Релаксация и ползучесть металлов с учетом неоднородного распределения напряжений. — «Изв. АН СССР. ОТН», 1948. № 10, с. 1561—1575.
Охрименко Я. М. Технология кузнечно-штамповочного производства. М., «Машиностроение», 1976. 560 с.
Охрименко Я. М., Тюрин В. А. Неравномерность деформации при ковке. М., «Машиностроение». 1969. 184 с.
Павлов И. М. Теория прокатки. М., Металлургиздат, 1950. 610 с.
Павлов И. М. О физической природе тензорных представлений в теории пластичности. — «Известия вузов. Черная металлургия», 1965, № 6, с. 100—104.
Перлин И. Л., Рейтберг Л. X. Теория прессования металлов. М., «Металлургия», 1975. 447 с.
Перлин И. Л. К выводу формулы Зибеля при осаживании круглого цилиндра. — «Вестник машиностроения», 1958, № 2, с. 44—45.
Петров С. Н. Сопротивление ковкого металла сжатию между двумя параллельными плоскостями. — «Записки Горного института». СПБ, 1914, с. 178-181.
Попов Е. А. Величина изгибающего момента при вытяжке. — В кн.: Машины и технология обработки металлов давлением. М., Машгиз, 1953, с. 95—99. (МВТУ).
Попов Е. А. Основы теории листовой штамповки. М., «Машиностроение», 1968. 284 с.
Попов Е. А. Распределение напряжений и деформаций при отбортовке круглых отверстий. — В кн.: Машины и технология обработки металлов давлением, вып. 40, Машгнз, 1955, с. 59—72. (МВТУ).
Попов Е. А., Вершинин В. И. Определение кривизны участка свободного изгиба при последующей вытяжке. — В кн.: Машины и технология обработки металлов давлением. М., «Машиностроение», 1976, с. 106—122. (МВТУ).
Прагер В. и Ходж Ф. Г. Теория идеально пластических тел. М., Изд-во иностр. лит., 1956. 398 с.
Прозоров Л. В. Холодное выдавливание тонкостенных изделий. — В кн.: Новые исследования в области кузнечной технологии. М., Машгиз, 1950, с. 111 — 148. (ЦНИИТМАШ).
Прозоров Л. В. Прессование стали и тугоплавких сплавов. М., «Машиностроение», 1969. 244 с.
Ребельский А. В. Основы проектирования процессов горячей объемной штамповки. М., «Машиностроение», 1965. 248 с.
Ренне И. П. Пластический изгиб листовой заготовки. — «Труды Тульск. мех. ин-та». М., 1950, вып. 4, с. 146—162.
Ренне И. П. Анализ процесса вытяжки цилиндрических полых тел с утонением стенок. —«Труды Тульск. мех. ин-та». М., 1951, вып. 5, с. 111—151.
Рентгенография в применении к исследованию материалов. Под общ. ред. С. Т. Конобеевского. М., ОНТИ, 1936. 568 с.
Романов Е. С, Меркулов А. М. Верхняя оценка плоской открытой штамповки. — В кн.: Технология машиностроения. Вып. 22. Тула, Изд. Тульск. политехи, ин-та, 1972, с. 49—55.
Романовский В. П. Справочник по холодной штамповке. М., «Машиностроение», 1965. .788 с.
Рид В. Т. Дислокация в кристаллах. М., Металлургиздат, 1957. 279 с.
Северденко В. П. Теория обработки металлов давлением. Минск, «Высшая школа», 1966. 223 с.
Северденко В. П., Клубовнч В. В., Степаненко А. В. Обработка металлов давлением с ультразвуком. Минск, «Наука и техника», 1973. 70 с.
Семенов Е. И. Об очаге деформации при штамповке в открытых штампах. — В кн.: Машины и технология обработки металлов давлением, вып. 40. М., Машгиз, 1955, с. 130—135. (МВТУ).
Скоиечный А. И. Определение удельных усилии штамповки методом верхней оценки. — «Вестник машиностроения», 1973, № 12, с. 62—65.
Смирнов-Аляев Г. А. Сопротивление материалов пластическому деформированию. М., Машгиз, 1961. 464 с.
Смирнов-Аляев Г. А. н Розенберг В. М. Технологические задачи теории пластичности, ч. I, Л., Леииздат, 1951. 215 с.
Смирнов-Аляев Г. А. Механические основы пластической обработки металлов. М., «Машиностроение», 1968. 272 с.
Соколов Л. Д. Сопротивление металлов пластической деформации. М., Металлургиздат, 1963. 284 с.
Соколовский В. В. Теория пластичности. М., «Высшая школа», 1969. 608 с.
Спроул Р. Современная физика. М., Физматгиз, 1961.
Степанский Л. Г. Определение усилии осадки труб в контейнере. — «Вестник машиностроения», 1958, № 3, с. 42—43.
Степанский Л. Г. Решение некоторых задач теории обработки металлов давлением. — В кн.: Исследования в области оборудования и технологии штамповки. М., Машгиз, 1958, с. 18—44. (Мосстанкин).
Степанский Л. Г. К расчету усилий и деформаций при обработке металлов давлением. — «Кузнечно-штамповочное производство», 1959, № 3, с. 13—18.
Сторожев М. В. К элементарной теории пластической деформации. — «Вестник машиностроения», 1948, № 5, с. 43—49.
Сторожев М. В. Инженерные методы расчета усилий при обработке металлов давлением. — «Вестник машиностроения», 1956, № 9, с. 83—85.
Сторожев М. В. н Попов Е. А. Теория обработки металлов давлением. М., Машгиз, 1957. 323 с.
Сторожев М. В. и Попов Е. А. Теория обработки металлов давлением. М., «Машиностроение», 1971. 323 с.
Сторожев М. В., Семенов Е. И., Кирсанова С. Б. Уточнение формы очага деформации и определение усилия при штамповке. — «Вестник машиностроения», 1959, № 4, с. 55—61.
Тарновский И. Я., Поздеев А. А., Ганаго О. А. Деформации и усилия при обработке металлов давлением. М., Машгиз, 1953. 304 с.
Тарновский И. Я-, Поздеев А. А., Ганаго О. А., Колмогоров В. Л., Трубнн В. Н., Вайсбурд Р. А., Тарновский В. И. Теория обработки металлов давлением. М., «Металлургиздат», 1963. 672 с.
Теория плагтичности. М., ГИИЛ, 1948. 452 с.
Тимошенко С. П. Теория упругости. Гостехиздат, 1934. 451 с.
Томленое А. Д. Теория пластического деформирования металлов. М., «Металлургия», 1972. 408 с.
Томсен Э., Янг Ч., Кобаяши Ш. Механика пластической деформации прн обработке металлов. М., «Машиностроение», 1969. 504 с.
Унксов Е. П. Пластическая деформация при ковке и штамповке. М., Машгиз, 1939. 192 с.
Унксов Е. П. Инженерные методы расчета усилий при обработке металлов давлением. М., Машгиз, 1955. 230 с.
Унксов Е. П. Инженерная теория пластичности. Методы расчета усилий деформирования. М., Машгиз, 1959. 328 с.
ПО. Унксов Е. П. Методы линеаризации основных уравнений теории пластичности. — «Кузнечно-штамповочное производство», 1961, № 5, с. 1—3.
111. Фридель Ж. Дислокации. Пер. с франц. М., «Мир», 1967. 643 с.
112. Френкель Я. М. Собрание избранных трудов. Т. 2. М.—Л., Изд-во АН ССР, 1959. 470 с.
Хнлл Р. Математическая теория пластичности. М., ГИТТЛ, 1956. 407 с.
Целиков А. И. Теория расчета усилий в прокатных станах. М., Металлургиздат, 1962. 494 с.
Чижиков К). М, Теория подобия и моделирования процессов обработки металлов давлением. М., «Металлургия», 1970. 295 с.
Чертавских А. К. Трение и смазка при обработке металлов давлением. М., Металлургиздат, 1955. 176 с.
Шарапин Е. Ф. Элементы теории обработки металлов давлением. М., Металлургиздат, 1964. 208 с.
Шмидт Е. н Боас В. Пластичность кристаллов, в особенности металлических. М., Гостехиздат, 1938. 316 с.
Шофмаи Л. А. Основы расчета процесса штамповки и прессования. М., Машгиз, 1961. 340 с.
Шофмаи Л. А. Элементы теории холодной штамповки. М., Оборонгиз, 1952. 335 с.
Шофман Л. А. Теория и расчеты процессов холодной штамповки. М., «Машиностроение», 1964. 375 с.
Avitzur В. Metal Forming: Processes and Analvsis, Mc. Graw-Hill Book Co. N. Y., 1968, 500 p.
Hotman F. Die Hydrauliche Schmiedepressen. Berlin., Verl Springer, 1912. 80 S.
Jonson W., Mel lor P. B, Plasticiti for Mechanical Engineers. London,— «Van Nostrand», 1962. 412 p.
Ludwik R, Elemente der Technologischen Mechanik. Berlin, Verl Springer, 1903. 307 S.
Riedel F. Ober die Grundlagen zur Ermittlung des Arbeitsbcdarfes beim Schmieden unter der Presse, 1913. 155 S.
Sachs G. und Eisbein. Kraftbedarf und Fliessworgange beim Stangpressen. Berlin., Verl Springer, 1931. 78 S.
Sauer R. Liber die Gleitkurvennetze der ebenen plastischen Spannungs-verteiling bei beliebiegen Fliesgesetz ZAMM, bd, 29, 1949. 36 S.
Schmitt G. Die Ermittung der Formanderungen beim Hapf-Fliesspressen Industrie + Anzeiger, 90, 1968, N 55, S. 1241 — 1246.
Sobbe S. Beitrage zur Technologie des Schmiedepressen, — Werksatt-stechnik, N 9, 1908, S 61—65.
Unckel. Ober die Fliessbewging plastischen Materials. Berlin., Verl Springer, 1928. 150 S.
Al-Naib T. Y. M. and Duncan J. L. Superplastic metal Forming.— (tJourn. of Mechanical Sciences*. 1970, V 12, N 6, p 463—477
Wanheirn T. Friction at hight normale pressures. Wear, 1973, N 25, S 225—244.
Lowen Y. Unfersuchungen fiber Art und Grosse der Reibung Beim Schmieden, Industrie-Anzeiger 1972, Bd. 94, N 11, S. 238—240.
Klaus A. Blochstauchen zwiscen ebenen parallelen Bachnen. Arch. Eisen-hiittenwesen, 1973, Bd. 44, N 8, S. 95—98.
Kanacri F., Lee C, Beck L., Kabayashy S. Plastic compression of rectangular blocks two parallel platens. Proc. 13th. Int. Machine Tool Des. and hcs. Conf., Birmingam, 1972, London, е. c., 1973, S 481—490.
Hahn W., Avitzur В., Bishop F. Impact extrusion. Upper Bound anal\sis of the stroke. Trans. ASME, Bd. 95, N 3, 1973, S. 349—357.
Weber W. Bestimmung der bezogenen Umforkraft beim Riickwarts Napff-lieszpressen. Ferigungstechnik und Betrieb. Bd. 31, N 1, 1971, S. 49—53.
ИМЕННОЙ УКАЗАТЕЛЬ
Аверкиев Ю. Д. 387
Авитцур Б. 403
Барба И. 155
Березкнн В. Г. 276
Безухов Н. И. 342
Бишоп Д. Ф. 288
Бочвар А. А. 6, 34, БЗ, 59
Буракова М. В. 42
Бюргере Ж. М. 26
Вайсбурд Р. А. 321
Вершинин В. И. 356
Воячек Е. G. 162
Врацкий М. В. 163
Ганаго О. А. 229, 321
Гейрингер Г. 6, 185, 214
Генки Г. 6, 128, 185, 189, 191, 193
Глебов Ю. П. 298
Головин А. Ф. 167, 224, 265
Гофман Ф. 314
Грин А. Г. 288
Губер М. 123, 128
Губкин С. И. 6, 147, 163, 166, 169