

7.4. Выдавливание
7.4,1. Общие положения
При штамповке выдавливанием происходит истечение металла, заключенного в замкнутую полость, через отверстие в ней, форма которого определяет поперечное сечение выдавленного участка деформированной заготовки.
Штамповку выдавливанием применяют для получения поковок с формой стержня (цилиндрического, конического, ступенчатого и т. п.) с утолщением на одном конце его. Выдавливанием получают стержневые элементы таких поковок.
Штамповка выдавливанием принципиально не отличается от процессов прессования. Последние уже давно широко распространены для производства прутков, профилей и труб из различных материалов. Этим объясняется, что большинство исследований посвящено именно процессам прессования. Основоположниками работ в области физики процесса прессования являются Н. С. Курнаков и С. Ф. Жемчужный 143]. Ценнейшие экспериментальные и теоретические исследования проводил С. И. Губкин. Большие обобщающие работы по технологии прессования принадлежат П. С. Истомину.
И. М. Павлов [64] изучал влияние дополнительных напряжений в процессе выдавливания и создал оригинальную теорию, объясняющую образование трещин (елки). Фундаментальный обоб-
287
щающий и оригинальный труд по теории прессования создал И. Л. Перлин 166]. Непосредственно штамповке выдавливанием ряд работ посвятили А. В. Ре-бельский [76] и Л. А. Шофман [121 ].
Из зарубежных исследователей успеш- но занимались прессованием X. Ункель [131], Г. Закс и В. Эйсбейн [127], Э. Зибель [28], Э. Фангмайер. Впослед- ствии к изучению процессов прессова- ния был применен метод линий сколь- жения (Р. Хилл [113], В. Прагер и Рик. 7.31 Ф. Ходж [73], А. Г. Грин и Д. Ф. В. Би-
шоп). Позже В. Джонсон, X. Кудо [20], а также Ш. Кобаяши разработали метод верхних оценок; Э. Томсен применил метод визиопластичности [106].
Штамповка выдавливанием протекает при ярко выраженной схеме неравномерного всестороннего сжатия, обеспечивающей металлу высокую пластичность.
Штамповка выдавливанием, не отличаясь принципиально по схеме напряженно-деформированного состояния от процесса прессования прутков, профилей и труб, тем не менее имеет свои характерные особенности. При штамповке выдавливанием: 1) расстояние от торца пуансона до дна матрицы в конце рабочего хода обусловлено заданным размером утолщенного элемента поковки, а не толщиной минимально допустимого пресс-остатка; 2) длина стержневой части поковки определяется ее конструкцией, но в то же время возможность выполнения стержневой части ограничена параметрами пресса; 3) поковка извлекается из штампа при обратном ходе пресса при помощи выталкивателя, а не отделяется от пресс-остатка, как пруток при прессовании.
В дальнейшем будем в основном рассматривать выдавливание тел вращения, когда напряженное состояние в очаге деформации осесимметрично и схемой главных напряжений будет схема /, 7 (см. рис. 5. 12).
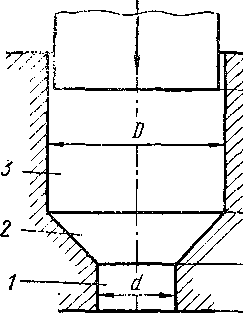
Рассмотрим простейший случай штамповки выдавливанием, когда матрица состоит из трех рабочих участков (рис. 7.31): выходного цилиндрического участка 1, который калибрует стержневую часть поковки; заходного конического участка 2, в котором происходит основная деформация исходной заготовки и который образует переход от стержня к утолщению поковки; наконец, цилиндрического участка 3, являющегося приемником («контейнером») исходной заготовки с размерами D и L (утолщенную часть поковки можно подвергать дальнейшей деформации на последующих переходах).
В соответствии с этим условия течения металла необходимо рассмотреть по всем этим участкам, в совокупности определяющим усилие выдавливания.
7.4.2. Цилиндрический выходной участок матрицы
Металл, протекающий через цилиндрическую часть матрицы, не претерпевает формоизменения. Деформирование заканчивается в конце предыдущего участка. Следовательно, по закону наличия упругой деформации при пластическом деформировании (см. стр. 62) металл в выходной цилиндрической части матрицы находится в упругом напряженном состоянии. Отсюда следует, что максимальная абсолютная величина радиального напряжения ор1 у стенки матрицы не может превзойти напряжения текучести Од1. Фактически это напряжение меньше, поскольку матрица не является абсолютно жесткой и сама упруго деформируется. Примем максимально возможное абсолютное значение напряжения ор1:
Сопротивление движению металла будет создавать контактное трение, равнодействующая которого (рис. 7.31)
Pi = M-i I CTpi \ndl = pitrsln dl,
а необходимое удельное усилие р на входном сечении цилиндрической части матрицы
откуда окончательно получаем
Pi = osl^L. (7.53)
7.4.3. Конический участок матрицы
Рассмотрим этот участок, используя сферические координаты р, Ф и 6. За верхнюю границу очага деформации приближенно примем поверхность mfn шарового сектора с радиусом b и углом при вершине конуса 2у (рис. 7.32). Нижней границей будем считать поверхность m'f'n' шарового сектора с радиусом а, с тем же углом при вершине конуса 2у. Давление на нижнюю границу очага деформации известно — это давление pL; удельное усилие р2 на верхней границе является искомым. Примем, что смещения частиц в очаге деформации происходят по радиусам р. Тогда смещения по координатам <р и 6 будут равны нулю: иф = ив = 0.
Задачу решим, пользуясь методом баланса работ. Применительно к данному случаю уравнение (6.40) можно написать так:
1 В дальнейшем к обозначениям напряжения текучести as и коэффициента трения [г будут добавляться индексы участков, так как величины а$ и (i по участкам в общем случае различны.
A2 = AD-\-ArArA1, (а)