

Основные операции, выполняемые на ковочном оборудовании.
Операциями ковки называются приемы обработки с использованием ударных инструментов, с помощью которых заготовке придается заданная форма. Изменение формы заготовки и направление течения металла при выполнении различных операций осуществляется с помощью кузнечного инструмента (рис. 3.15).
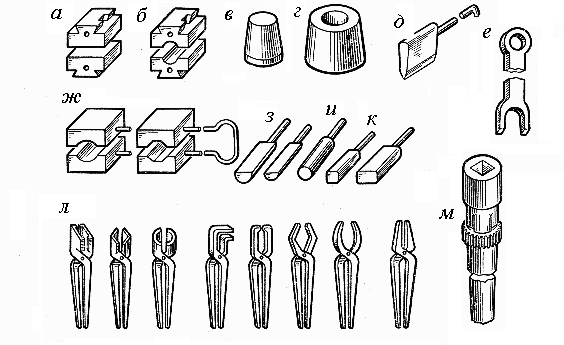
Рис. 3.15. Инстру-ент, применяемый при ковке: а – плос-кие бойки; б – вы-резные бойки;
в – сплошной про-шивень; г – полый прошивень; д – куз-нечный топор;
е – вилки для закру-чивания; ж – обжим-ки; з – раскатки;
и – пережимки;
к – квадраты;
л – клещи;
м – патрон
При ручной ковке используют кувалды и наковальни с набором инструментов (гладилок, обсечек, клещей и т. п.). Ручную ковку применяют при изготовлении мелких поковок массой до 8 кг при выполнении ремонтных работ.
Основным универсальным инструментом при ковке на всех видах оборудования являются бойки. Одни операции выполняются только с помощью бойков, другие требуют применения различного подкладного инструмента. Основными операциями ковки являются осадка и протяжка.
Осадкой называется кузнечная операция, с помощью которой, уменьшая высоту заготовки, увеличивают ее поперечное сечение (рис. 3.16, а). Заготовка 2 устанавливается на нижний боек 1, по торцу наносятся удары верхним бойком 3. Деформирующее усилие в этом случае направлено вдоль оси заготовки; а металл, следуя закону наименьшего сопротивления, течет в направлениях, перпендикулярных направлению усилия. Так как в торцовых зонах заготовки течение металла затрудняется действием контактных сил трения Т, боковая поверхность поковки приобретает бочкообразную форму.
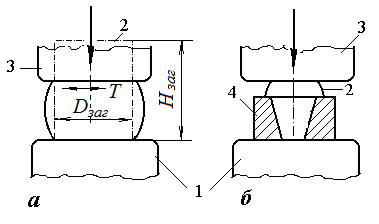
Рис.3.14. Схемы операций ковки:
а – осадка;
б - высадка
В качестве деформирующего инструмента при осадке применяют главным образом гладкие бойки (см. рис. 3.16, а).
Осадка применяется:
как основная операция при получении поковок с большими поперечными размерами при относительно небольшой высоте (диски, фланцы, плиты и т. п.);
как предварительная операция перед прошивкой для уменьшения глубины прошивки или перед протяжкой слитков для увеличения уковки и разрушения литой дендритной структуры.
осадку можно рассматривать и как контрольную операцию на деформруемость, так как при больших коэффициентах уковки на боковых поверхностях заготовки обнаруживаются дефекты металла.
Высадка является разновидностью осадки (см. рис. 3.16, б). При высадке осаживаются только часть длины заготовки 2 и образуется местное утолщение. В этом случае кроме бойков 1 и 3 применяют подкладные кольца 4.
Протяжкой (вытяжкой) называется операция, с помощью которой увеличивают длину и уменьшают поперечное сечение заготовки (рис. 3.17).
Протяжка является очень трудоемкой операцией. В отличие от осадки, осуществляемой за одно обжатие заготовки, протяжка осуществляется путем деформирования отдельных ее участков в определенной последовательности. Протяжку заготовок прямоугольного сечения выполняют в плоских бойках.
Известно несколько способов протяжки. Один из способов заключается в том, что часть заготовки длиной L0 укладывают на нижний боек (см. рис. 3.17) и по нему наносят удар, затем заготовку поворачивают вокруг оси (кантуют) на 90° и наносят повторный удар. После этого поворачивают заготовку в исходное положение и продвигают на величину подачи L0 в направлении вытяжки и цикл повторяется.
Величина деформации при протяжке так же, как и при осадке, может быть выражена коэффициентом уковки у = F1/F2, где F1 и F2 — площади поперечных сечений до и после протяжки.
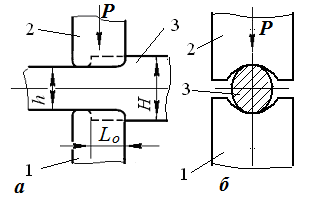
Рис. 3.17. Операция протяжки плоским (а) и вырезным (б) бойком: 1, 2- нижний и верхний бойки молота или пресса; 3- заготовка; Н и h - высота заготовки до и после деформации
Протяжку заготовок с круглым поперечным сечением производят или на плоских бойках с небольшими обжатиями или в вырезных бойках (см. рис. 3.17, 6). Протяжкой получают поковки с удлиненной осью (валы, оси, тяги, рычаги и т. п.).
Вытяжка на оправке — раскатка (рис. 3.18, а) и протяжка с оправкой (рис. 3.18, 6) являются разновидностями протяжки.
Раскатка применяется для увеличения диаметров и высоты колец за счет уменьшения толщины стенки, а протяжка с оправкой — для увеличения длины пустотелых, трубных поковок за счет уменьшения наружного диаметра и толщины стенки. При раскатке на нижний боек устанавливаются стойки 2, а обрабатываемое кольцо 5 подвешивается на оправке 3, опирающейся на стойки. После каждого удара кольцо поворачивается клещами на небольшой угол. Протяжка с оправкой производится с использованием нижнего вырезного 4 и верхнего гладкого бойков 1 или обоих вырезных бойков.
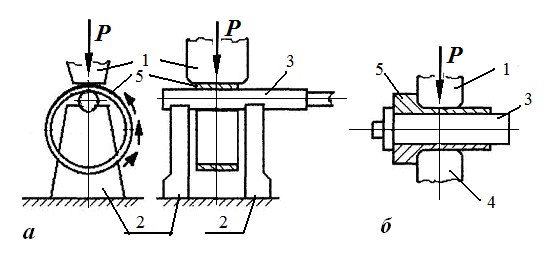
Рис. 3.18. Схемы операций раскатк (а) и протяжка с оправкой(б): 1 –боёк верхний; 2 – стойка; 3- оправа; 4- боёк нижний; 5-заготовка (кольцо, втулка).
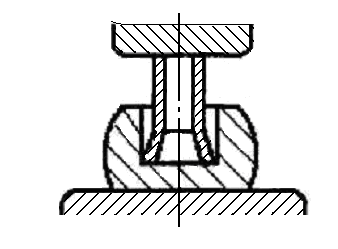
Прошивкой называется операция, с помощью которой в заготовке получают отверстие (рис. 3.19, а). Отверстия в поковках получают после осадки исходных заготовок
Для прошивки необходим специальный инструмент — прошивень. Если диаметр отверстия менее 500 мм, применяют сплошной прошивень (см. рис. 3.15, в); если диаметр отверстия более 500 мм, применяют полый прошивень (рис. 3.15, г). При прошивке предварительно осаженная заготовка устанавливается на нижний боек, а сверху на нее малым кругом устанавливается прошивень (рис. 3.19, а). Вначале надавливая бойком 1 на прошивень получают небольшое углубление, в которое засыпают пылевидный кокс или графит. Они служат смазкой, которая уменьшает опасность застревания и прихвата прошивня к заготовке во время прошивки. Затем вновь устанавливают прошивень малым торцом вниз и вдавливают его почти на полную его высоту в тело заготовки.
Пробивка (рис. 3.19, г) —образование в заготовке сквозных отверстий с удалением материала в отход путем сдвига. Получающийся в результате пробивки отход 9 называют выдрой. Если высота кольца невелика и составляет 73…74 % от диаметра, прошивку сквозного отверстия производят на подкладных кольцах без кантовки (рис. 3.19, г). Заготовку (номер поз. не указан) устанавливают на кольцо 8, затем по оси отверстия располагают прошивень 2 большим основанием вниз. Под ударом бойка 1 молота прошивень вдавливается, а отход металла, т. е. выдра 9, проваливается вниз в отверстие подкладного кольца.
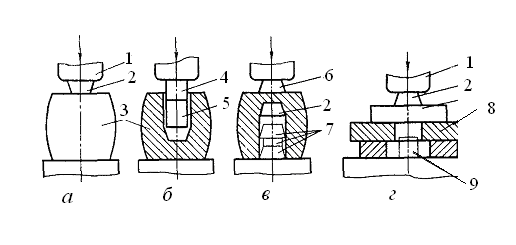
Рис. 3.19. Схемы прошивки поковок цельным прошивнем: а—в — этапы прошивки, г — схема пробивки; 1— боек, 2 — прошивень, 3 — заготовка, 4, 5 — надставки, 6 — прорезной прошивень. 7 — прошивни и выдра после прошивки, 8 — кольцо, 9 — выдра
Прошивка полым прошивнем (рис. 3.20) может производиться тоже с поворотом заготовки на 180° и без него.
.
Рис. 3.20. Схема прошивки поковок полым прошивнем
Диаметр
прошивня выбирают равным
 наружного
диаметра заготовки; при большем диаметре
прошивня заготовка значительно
искажается.
наружного
диаметра заготовки; при большем диаметре
прошивня заготовка значительно
искажается.
Рубкой (отрубкой) называется кузнечная операция, с помощью которой заготовку разделяют на части по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента — топоров различной формы (рис. 3.21,б). Рубку применяют для получения из заготовок большой длины нескольких коротких или для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т. п. Кроме кузнечного топора для рубки также необходим специальный подкладной инструмент.
Заготовку укладывают на нижний боек, по месту раздела заготовки на неё устанавливают топор и по топору наносят удары верхним бойком. После внедрения топора в заготовку примерно на 4/5 ее высоты удары прекращают.
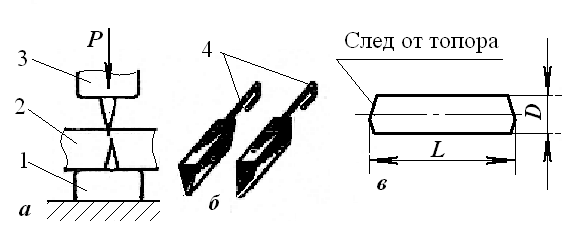
Рис. 3.21. Операция кузнечной рубки (а), кузнечный топор (б), мерная заготовка после рубки (в): 1 – боёк нижний; 2 – заготовка; 3 - – боек верхний; 4 - топор
Затем заготовку переворачивают на 180° и дорубают с другой стороны.
Рубку применяют для разделения слитка, длинной поковки или сортового проката на заготовки требуемого размера, для удаления донной и прибыльной частей слитка, а также излишнего металла у концов поковки.
Гибка — операция придания заготовке изогнутой формы по заданному контуру. На рис. 3.22 показана схема гибки с применением подкладного штампа. Гибку применяют как самостоятельную операцию или в сочетании с другими операциями для получения изделий типа угольников, кронштейнов, крюков, хомутов и др. Гибку осуществляют универсальным инструментом, в специальных приспособлениях и подкладных гибочных штампах с помощью различных опор.
Г
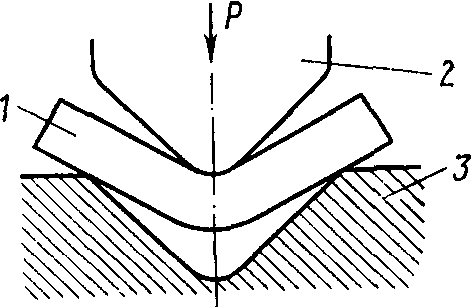
Рис. 3.22. Схема гибки в подкладном штампе (Шестаков):
ибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления по заданному углу изгиба подбирают соответствующий радиус закругления.
Закручивание. Закручиванием называется кузнечная операция, в результате которой происходит поворот одной части заготовки по отношению к другой на заданный угол при неизменном направлении оси заготовки (рис. 3.23). Закручивание можно применять при развороте колен коленчатых валов, при изготовлении сверл и т. п. При скручивании обычно одну часть заготовки зажимают между бойками, другую разворачивают с помощью различных приспособлений — воротков, ключей, лебедок, вилок (см. рис. 3.15,е). При закручивании один конец заготовки зажимается между бойками, а другой конец ее специальной вилкой вращается вокруг оси.
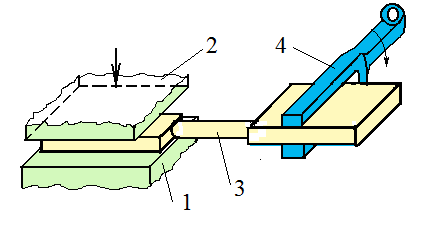
Рис. 3.23. Схема закручивания: 1- боёк нижний; 2- боёк верхний; 3 – заготовка;
4- вилка
Машинная ковка является основным видом ковки и одним из наиболее экономичных и рациональных способов получения высококачественных поковок для изготовления разнообразных деталей машин в единичном производстве.. Ее осуществляют с помощью молотов и гидравлических прессов.
Поковки небольшой массы получают на ковочных молотах, крупные — на гидравлических ковочных прессах. В отличие от крупных заготовок, полученных литьем и сваркой, кованые заготовки обладают более высокими механическими свойствами и поэтому предназначаются для изготовления деталей ответственного назначения.