

Типы свёрл, зенкеров и развёрток.
Сверление. Различают обычное и глубокое сверление. При обычном сверлении применяют спиральные сверла с коническими или цилиндрическими хвостовиками. Первые закрепляют в шпинделе станка непосредственно или при помощи переходных конусных втулок (рис. 5.28, а), вторые – при помощи двух и трехкулачкомых сверлильных патронов (рис. 5.28, б). В зависимости от велечины партии обрабатываемых деталей сверление производят по разметке или в кондукторах.
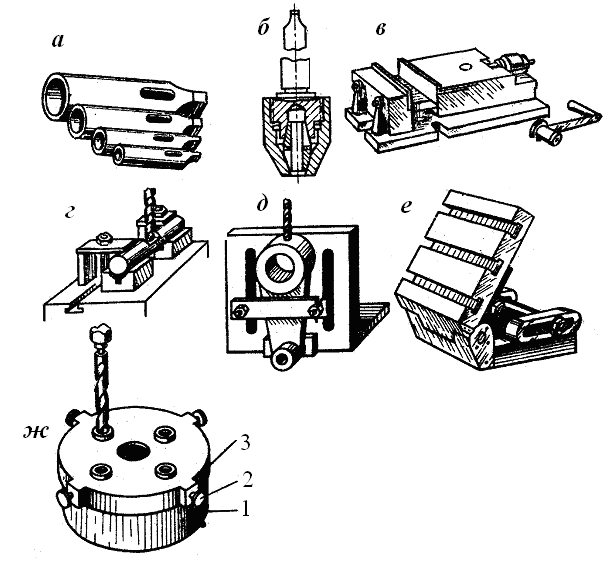
Рис. 5.28. Приспособления к сверлильным станкам
Сверление по разметке применяют при небольших партиях обрабатываемых деталей и при выполнении ремонтных работ. Установку и зажим при этом производят непорсредственно на столе станка либо в машинных тисках (рис. 5.28, в), в универсальных (переставных) угольниках (рис. 5.28, д, е), в призмах (рис. 5.28, г). При обработке больших партий деталей сверление производят в кондукторах – специальных приспособлениях без предварительной разметки детали. При использовании накладным кондуктором (рис. 5.28, ж) обрабатываемую деталь 1 закрепляют в машинных тисках или непосредственно на столе станка; кондуктор 3 накладывают и укрепляют боковыми винтами 2 на той части поверхности детали, где нужно просверлить отверстие. При сверлении пользуются механической и реже ручной подачей сверла.
При глубоком сверлении, когда длина отверстия превышает его диаметр в 5 и более раз, обычно применяют специальные сверла: ружейные – для сверления отверстий диаметром до 25 мм в сплошном материале; пушечные одностороннего резания – для сверления отверстий диаметром более 25 мм трубчатые – для кольцевого сверления отверстий диаметром более 50 мм и др. Сверление производят на горизонтально-сверлильных (глубокосверлильных) станках с вращением обрабатываемой детали и продольной подачей сверла. Деталь закрепляют в кулачках патрона и в люнете.
Для сверления глубоких отверстий применяют спиральные сверла с осевыми отверстиями для подвода охлаждающей жидкости непосредственно к режущим кромкам (см. рис. 5.24, в). Эти сверла по сравнению со сверлами без отверстий имеют повышенную стойкость. Кроме того охлаждающая жидкость, поступающая под давлением, облегчает удаление стружки и обеспечивает повышение производительности сверлильного станка.
Рассверливание. Эту обработку применяют для отверстий диаметром более 25 мм. Сверла больших диаметров имеют перемычки значительных размеров, поэтому при их применении необходимы увеличенные усилия подачи. Кроме того, такие сверла часто дают отклонение от оси сверления. Применяя данный вид обработки, сначала делают отверстие меньшего диаметра (0,3…0,6 диаметра заданного отверстия), затем его рассверливают сверлом заданного диаметра.
Основным видом сверлильных работ является сверление отверстий под резьбу. Эти отверстия получают спиральным сверлом в сплошном теле заготовки либо рассверливаются в отливках и поковках. Диаметр сверл или зенкеров под резьбу выбирают по специальным таблицам.
Зенкерование и развертывание. Отверстия полученные в заготовках сверлением, литьем или штамповкой с целью получения большей точности размеров и чистоты поверхности, подвергают зенкерованию или развертыванию.
Зенкерование применяют для окончательной обработки отверстий или для предварительной обработки под развертывание. Припуск для зенкерования зависит от диаметра отверстия и составляет от 0,6…1,0 мм для диаметров 10…18 мм, и до 3,0…5,0 мм для диаметров 50…80 мм. При зенкеровании под развертку диаметр зенкера должен быть меньше окончательного размера отверстия на величину припуска, снимаемого разверткой.
Развертывание является окончательным видом обработки отверстий, полученных сверлением, зенкерованием или расточкой. Припуск под черновое развертывание обычно составляет 0,2…0,5 мм на диаметр, под чистовое – 0,05…0,2 мм на диаметр.