

Билет 11.
Изготовление литейных форм машинной формовкой прессованием
Изготовление форм на прессовых машинах. Эти машины наиболее производительны, так как уплотнение формовочной смеси длится всего 4…5 сек. Применяют прессовые машины с нижним и верхним прессованием.
На рис. 1.1, а показана схема верхнего прессования. Траверса 6, к которой крепится прессовая колодка 5, может отводиться в сторону. На столе машины 1 закреплена модельная плита 2. Под действием сжатого воздуха стол поднимается вверх, и прессовая колодка впрессовывает формовочную смесь в опоку 3 из наполнительной рамки 4.
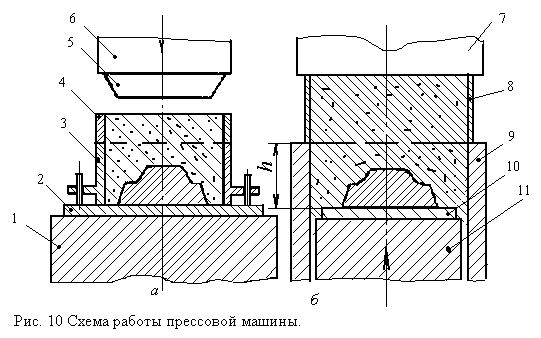
Рис. 1.1. Схема работы прессовой машины
На рис. 1.1, б изображена схема нижнего прессования. Она применяется для формовки невысоких опок до 200…250 мм; использование более высоких опок нецелесообразно из-за неравномерного уплотнения смеси по высоте. Прессовый стол 11 с укрепленной на нем модельной плитой 10 поднимается внутри неподвижного стола 9, входит в опоку 8 и уплотняет формовочную смесь. Опока располагается между неподвижным столом и траверсой 7. Ход стола должен точно равняться высоте h, чтобы плоскость разъема модели после уплотнения совпала с плоскостью разъема формы.
Следует отметить, что формовочная смесь на прессовых машинах уплотняется неравномерно: так, при нижнем прессовании смесь, прилегающая к модели, уплотняется сильно, а при верхнем — слабо. Более распространены машины с верхним прессованием, благодаря своей простоте и долговечности. В прессовых машинах иногда совмещают прессование с вибрацией, что улучшает равномерность уплотнения смеси по высоте опоки.
Устройство сварочного трансформатора с повышенным магнитным рассеянием.
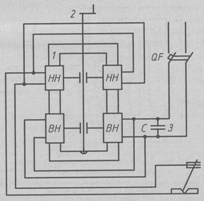 Рис.
5. Схема сварочного трансформатора с
повышенным магнитным рассеянием: 1 —
сердечник трансформатора; 2 — винт; 3 —
конденсатор; ВН, НН — обмотки высокого
и низкого напряжений
Рис.
5. Схема сварочного трансформатора с
повышенным магнитным рассеянием: 1 —
сердечник трансформатора; 2 — винт; 3 —
конденсатор; ВН, НН — обмотки высокого
и низкого напряжений
Регулирование силы сварочного тока производится изменением зазора а с помощью винта 4 по тому же принципу, как и в сварочном трансформаторе с отдельным дросселем.
На рис. 5 приведена электрическая схема трансформатора с повышенным магнитным рассеянием. На магнитопроводе 1 трансформатора в нижней части расположены две обмотки высокого напряжения ВН, а в верхней части — две обмотки низкого напряжения НН, которые могут перемещаться вверх-вниз при вращении винта 2. Для повышения коэффициента мощности сварочного трансформатора может устанавливаться конденсатор 3.
Сварочный ток регулируется изменением расстояния между обмотками ВН и НН при вращении винта 2. При вращении винта по часовой стрелке обмотка НН приближается к обмотке ВН.
Магнитный поток трансформатора замыкается в основном по сердечнику, а магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает.
При вращении рукоятки против часовой стрелки обмотка НН удаляется от обмотки ВН, часть магнитного потока замыкается помимо сердечника, т.е. магнитный поток рассеяния и индуктивное сопротивление растут, а сварочный ток уменьшается.
Устройство вертикально – сверлильного станка.