

Преимущества пгд с б/с
Возможность изменять ЧВШ бесступенчато, с малым значением ϕ (1.12, 1.06) с обеспечением фактической скорости резания близкой к оптимальной
Возможность изменять ЧВШ в автоматическом режиме во время обработки
Простота конструкции за счет применения упрощенных мало ступенчатых АПК
Возможность управлять характеристиками пусковых тормозных переходных процессов, подбирая оптимальные режимы
Приводы подачи Общие сведения, требования и классификация
В станках движение подачи служат для распространения процесса резания или же снятия припуска на всю подлежащую обработке поверхность заготовки, и происходит со скоростью подачи Vs, значительно меньшей скорости главного движения.
Величина подачи зависит:
От технологического процесса обработки (стадия обработки)
Требований по точности размеров
Жесткости ТС
Стойкость РИ
В зависимости от назначения станков и методов формообразования ПП осуществляют:
Прямолинейные движения (токарные, фрезерные, расточные, многоцелевые, некоторые шлифовальные)
Круговые (вращательные)(зубо- и резьбо-обрабатывающие, ряд шлифовальных)
С помощью ПП могут осуществляться так же установочные и делительные движения.
Требования к пп станков с чпу
Широкий диапазон регулирования, обеспечивающий возможность перемещений со скоростями от Vs=1мм/мин, до 10-20м/мин.
Высокая жесткость ПП, обеспечивающая точность обработки и плавность перемещений ИО
Обеспечение необходимой тяговой силы для перемещения ИО
Высокая кинематическая точность (определяет точность перемещений и остановки ИО)
Минимальные и постоянные силы и моменты трения в ПП, что определяет равномерность движений при разной нагрузке и скоростях
Высокое быстродействие как для обеспечения пуска и торможения (0.1-0.2с), так и для сокращения времени переходных процессов в условиях работы с резкими колебаниями нагрузки
Высокий КПД
Надежность в работе
Оптимальные масса и габариты
Простота изготовления сборки, обслуживания и ремонта
Требования обеспечиваются за счет:
Замены ступенчатого регулирования скорости на б/с
Исключением зазоров в передачах и тяговых устройствах с обеспечение предварительного натяга
Упрощение кинематической цепи за счет перехода на безредукторные приводы и линейные ЭД
Контроль скорости подачи и действительного фактического положения ИУ благодаря использования ДОС (круговых и линейных)
УМЕНЬШЕНИЕ ВЛИЯНИЯ УПРУГИХ деформаций за счет повышения жесткости элементов в несколько раз (подсоединение линейного оптического ДОС непосредственно к ИО
Использование автоматических систем температурного снижения в ШВП (шарико винтовых передачах)
Классификация пп
По типу привода
электромеханические (токарные, фрезерные)
электро-гидро механические (токарные, фрезерные, агрегатные)
гидравлические и пневмогидравлические (шлифовальные, гидрокопировальные, агрегатные)
на основе линейных ЭД
электромеханические ПП по структуре
ПП универсальных станков с ручным управлением
А) самостоятельный привод
Движение подачи РО осуществляется от отдельного односкоростного АД. Через кинематическую цепь, содержащую органы настройки (в виде коробки подач или гитары сменных зубчатых колес) и тягового устройства.
Тяговое устройство – механизм, преобразующий вращательное движение в поступательное (передачи винт гайка скольжение и качение, зубчато и червячно реечные передачи, кулачковый механизм). Расчетное соотношение для тягового устройства: один оборот тягового вала должен соответствовать одному шагу ТУ.
Такая структура характерна для фрезерных и расточных станков с ручным управлением:
![]()
Б) Разветвляющийся привод (см. схему в теме кинематическая структура станков) применяется в токарных и сверлильных станках с ручным управлением. Движение подачи рабочего органа осуществляется от РО шпинделя через кинематическую цепь, содержащую орган настройки (в виде коробки подач и тягового устройства).
ПП позиционирования для станков с ЧПУ
А) ПП на основе шаговых двигателей использовались ранее в станках с ЧПУ. В них применялись шаговые двигатели, ротор которых поворачивается на небольшой угол, малый при подачи каждого импульса от УЧПУ. Их структура имеет вид:
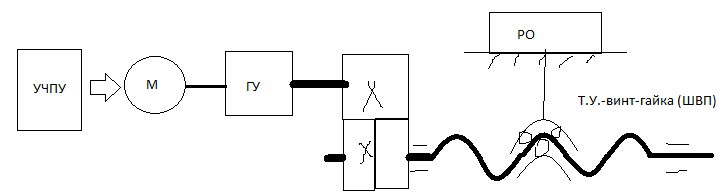
Расчетное соотношение: один импульс УЧПУ должен соответствовать углу 1.5° поворота ротора шагового двигателя.
УКБ:
![]()
Общая величина перемещения определяется количеством поданных командных импульсов:
![]()
Скорость перемещения
Такие ПП являются разомкнутыми (т.е. без обратной связи по положению РО, в них отсутствует контроль фактического положения рабочего органа и на точность его перемещения влияют погрешности ШД, редуктора и ТУ). В качестве редуктора используют беззазорные зубчатые передачи.
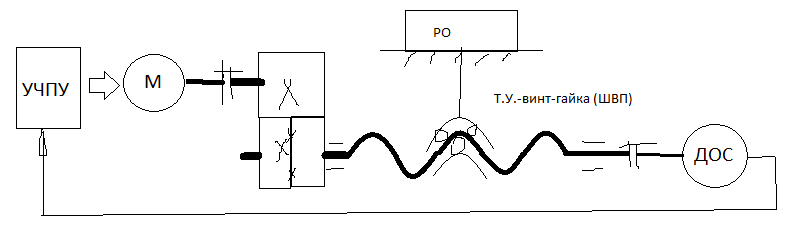
Б) Следящие/замкнутые ПП. Используют замкнутые ЭД постоянного или переменного тока. Их выполняют по редукторной или безредукторной схеме, которая зависит от рабочих характеристик ЭД и развиваемым им крутящих моментов
![]()
РС:
![]()
УКБ:
![]()
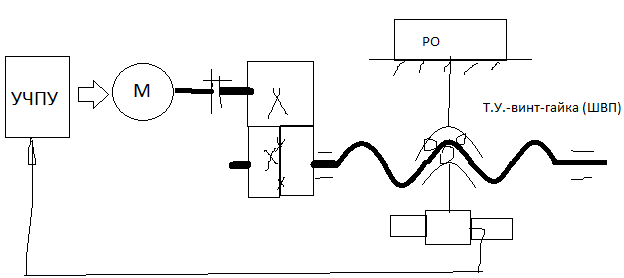
В следящих ПП для контроля положения рабочего органа используют различные виды ДОС, которые делят:
По конструктивному исполнению
Круговые измерители ДОС – соединяются с ходовым винтом или встроены в двигатель
Линейные (индуктосины)
По характеру выдаваемых сигналов
Аналоговые (индуктосины, вращающиеся трансформаторы – резольверы )
Дискретные (фотоэлектрические – энкодеры)
В следящих ПП происходит контроль по положению рабочего органа, скорости его перемещения (с помощью датчиков, встроенных в ЭД – тахогенераторы) и по току или напряжению. Если все эти датчики встроены в ЭД, то его называют серводвигателем.
Схемы с использованием круговых датчиков обычно используют линейные. ПП многоцелевых станков класса В, А, С.