

Шлифовальные станки
См. раздатки
3М151Ф2
Предназначен для наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей, многоступенчатых валов, методом продольного и врезного шлифования, а так же торцов, в полуавтоматическом режиме в условиях всего серийного производства .
3- шлифовальный, М – модернизирован, 1 – круглошлиф, 5 – наибольший диаметр 200мм, 1- наибольшая длина 750 мм
Основные узлы станка
На станине слева закреплена бабка изделия, по направляющей станины продольно (возвратно-поступательно) перемещается стол с верхним поворотным столом (поторот на угол до 4). Заготовку устанавливают в центрах передней и задней бабок и от планшайбы она получает движение круговой подачи. По поперечным направляющим станины поступательно перемещается шлифовальная бабка, на корпусе которой размещен механизм поперечных подач. В шлифовальной бабке установлен шпиндель в гидростатических планшетниках. На бабке размещен механизм правки шлифовального круга.
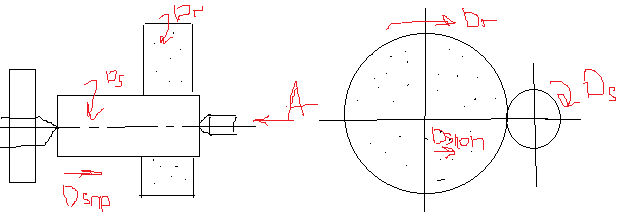
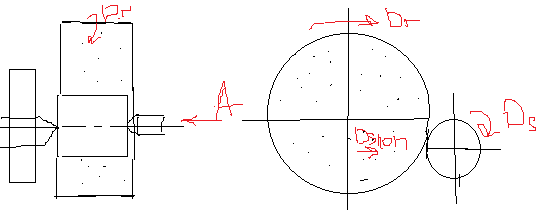
Схема формообразования
 Движения
в станке:
Движения
в станке:
Dr – вращение шпинделя со шлифовальным кругом
Dsпр – движение продольной подачи, перемещение стола с заготовкой
Dsпоп - движение поперечной подачи, поступательное перемещение шлифовальной бабки
Ds – движение круговой подачи, вращение планшайбы с заготовкой.
ПГД:
Не имеет регулирования скорости. Скорость круга должна обеспечиваться менее 50 м/с.
Привод содержит нерегулируемый АД двигатель, ременную передачу и шпиндель.
УКБ: 1460* 153/170=1314мин-1
V=ПDn/1000=…
Привод вращения планшайбы с заготовкой. Бесступенчатое регулирование. ДПТ регулируемый, ременная передача, планшайба с поводком. Передний центр неподвижен, планшайба вращается.
УКБ: nшп= 200…2200 * 74/122* 63/168
Передний центр неподвижен, вращается планшайба с поводком
Привод продольной подачи стола с заготовкой. Имеет бесступенчатое регулирование скорости и содержит: регулируемый гидроцилиндр Ц1, РО стол продольно подвижный. Условное число ступеней z=10. Скорость 0.05…5мм/мин (авто) или с помощью механизма ручного перемещения стола от маховика через цилиндрические передачи и 14/62* 12/48 и зубчато-реечную передачу Пmz= * 3*14. При перемещении стола от гидропривода механизм ручного перемещения автоматически выключается с помощью гидроцилиндра Ц2.
Привод осевого перемещения шпиндельного узла со шлифовальным кругом включает регулируемый цилиндр Ц5 с поршнем-рейкой, Зубчатое колесо z=14, вал 14 с кулачком К4-клунжер(толкатель), система рычагов, РО шпиндельный узел. Контакта круга с заготовкой форсированная подача прекращается и на малой подаче происходит шлифование торца. Возврат с помощью пружины. Поперечная подача шпиндельной бабки может происходить по нескольким цепям:
Установочный подвод вручную от маховика М8 через коническую передачу 39/39, червячную 2/40 и ТУ винт-гайка качения, рабочий орган.
Быстрый подвод от привода: двухскоростной АД М4, червячная передача 2/30, ТУ винт-гайка шаг=10мм, РО шлифовальная бабка
Рабочая подача происходит от привода с бесступенчатым регулированием: ДПТ регулируемый М3, червячная передача 2/30, тахогенератор ТГ, червячная передача 2/40, коническая передача 39/39, червячная 2/40, ТУ, РО шпиндельная бабка. Частота вращения двигателя М3 контролируется тахогенератором, что обеспечивает стабильную частоту вращения при изменения нагрузки и скорости поперечной подачи.
УКБ: Vs= 20…4000*2/30 *2/40*39/39*2/40*10
При врезном шлифовании уменьшение Vs поперечной происходит от форсированной (0.2…1.2мм/мин) до доводочной (0.02…0.12мм/мин) за счет изменения частоты ЭД.
Вспомогательные движения:
Осевой отвод пиноли задней бабка от гидропривода при перемещении штока рейки с модулем m=2 или вручную от маховика поворотом вала колеса. Подвод пиноли (зажим заготовки) .
Механизм вывода конусообразности на заготовке обеспечивается за счет эксцентриситета оси конусного отверстия под задний центр относительно наружнего диаметра пиноли. При включении ЭД М5 возможна подача заготовки на круг поворотом пиноли и смещением заднего центра на величину +_ 0.05 мм.
После предварительной установки оси центров заготовки происходит шлифование шейки у передней бабки до заданного размера, а затем шлифуют шейку по задней бабке. Диаметральные размеры шеек контролируют датчиком положения шлифовальной бабки. При обнаружении конусности шлифовальная бабка останавливается и начинается подача заготовки на круг от механизма вывода конусообразности.
Механизм правки шлифовального круга. Подача пиноли с алмазным карандашом на круг возможно:
А) вручную от маховика или автоматически. Продольное перемещение каретки прибора правки от гидроцилиндра Ц3.