

Фрезерные станки
См. раздатку
Консольные вертикально фрезерные станки с чпу
Вертикально фрезерные тип 1. Предназначены для контурной и объемной обработки плоских и фасонных поверхностей различного профиля с нескольких сторон, в основном в призматических и корпусных деталях (фрезерование плоскостей, пазов, фасонных поверхностей, а так же возможны сверлильно-расточные работы но не для всех станков). Их оснащают контурными УЧПУ, обеспечивающими перемещения рабочих органов с заготовкой или инструментом по запрограммированной траектории с заданной контурной скоростью с линейно-круговой интерполяцией, которая обеспечивает одновременное согласованное перемещение РО сразу по нескольким координатам.
Схема формообразования и основные узлы станков
На этих станках возможно двух координатное управление (число одновременно управляемых координат=2).
Эволюция развития консольных вертикально фрезерных станков:
6Р13 (станок с ручным управлением)→
6Р13Ф3 (имеет один шпиндель)
→6Р13РФ3→ГФ32171
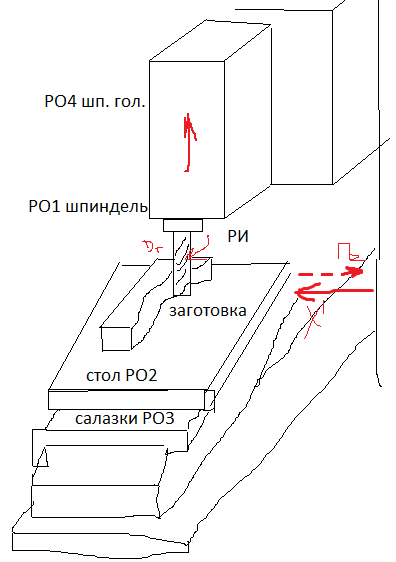
Основные узлы: по вертикальным направляющим установочно перемещается консоль, по горизонтальным направляющим которой в поперечном направлении ось у’ перемещаются салазки, а по направляющим салазок продольно перемещается стол (ось х). Сверху на привалочной плоскости станины закреплена шпиндельная головка, по вертикальным направляющим которой перемещается ползун ось z.
ПГД ИМЕЕТ ступенчатое регулирование и содержит:
Нерегулируемый АД, муфта, коробка скоростей, муфта, коническая и цилиндрическая передачи, РО-шпиндель.
УКБ:

Приводы подач (бесступенчатое регулирование) выполнены по одному из двух исполнений:
Разомкнутые 6Р13Ф3-01 – регулируемый шаговый двигатель (М2, М3, М4), гидроусилитель момента, редуктор, ШВП – тяговое устройство, РО(стол, салазки, ползун)
ГФ2171С7
Назначение: предназначен для комплексной обработке в основном корпусных и призматических деталей. На ряду с фрезерованием можно выполнять сверление, зенкерование и растачивание отверстий, связанных точными координатными размерами. УЧПУ обеспечивают перемещение по трем основным координат ( x, y, z). СТАНОК УНИФИЦИРОВАН ПО ОСНОВНЫМ УЗЛАМ СО Станком 6Ф13Ф3-37. Гидравлические механизмы крепления РИ зажим под пакеты тарельчатых пружин и привод ориентации шпиндель.
Поворот диска ИМ происходит от гидро двигателя через несколько понижающих передач в соотношении 12/43 и 20/31. Колесо с внутренним зацеплении жестко закреплено на диске ИМ. Двухзахватная каретка автооператора перемещается от гидромотора или гидро двигателя по криволинейной рейке, которая жестко связана с нижней направляющей, закрепленной на плите корпуса АО. Каретка одним из своих захватов приводимым в движение гидроцилиндром и зубчато реечной передачей берет РИ с оправкой из ИМ, и перемещаясь по направляющим качения, доставляет его к шпинделю станка. Вторым свободным захватом отработавший РИ забирается из шпинделя, после чего ставится новый. Затем каретка возвращается к ИМ, чтобы доставить в него отработавший инструмент и взять новый. Привод перемещения захватов АО по направляющим качения осуществляется специальным кривошипно кулисным механизмом.
ИР500ПМФ4
Назначение, конструкция, компановка в раздаточном материале.
Сверлильно-фрезерно-расточной, многоцелевой.
Предназначен для комплексной обработке плоских и фасонных поверхностей, как правило, призматических и корпусных деталей с одного установа. В условиях всего серийного производства.
Основные узлы:
По горизонтальным направляющим станины продольно, относительно оси шпинделя, перемещается стойка, подача по оси z. Внутри стойки по вертикальным направляющим перемещается шпиндельная головка. На станине перед стойкой поперечный стол, на котором установлен стол. Позиционирование по оси В в 72 позиции через 5*. На верхнем торце стойки вмонтирован ИМ на 30 позиций РИ, над каждым гнездом указан номер (используется система кодирования гнезд). Для передачи РИ из ИМ в шпиндель и обратно используется АО, размещенный вверху стойки перед ИМ. Для сокращения вспомогательного времени на установку и снятие заготовок справа от станка установлен двухпозиционный поворотный стол. Обработка заготовок ведется с закреплением их на столах. При обработке один из спутников с заготовкой находится на поворотном столе станка, а на другом спутнике устанавливают следующую заготовку. По окончанию обработки первой заготовки она автоматически передвигается со столом-спутником вправо, на двухпозиционный стол, который поворачивается на 180*, и заталкивает спутник с новой заготовкой на рабочий стол станка. При оснащении станка столом-накопителем столами-спутниками компонуется гибкий производственный модуль ГПМ ИР500ПМ1Ф4, который является основой построения гибких производственных систем.
Станок имеет бесступенчатое регулирование. Регулируемый ДПТ, муфту, АПК (zапк=2), зубчатая муфта, РО-шпиндель, датчик углового позиционирования/ориентации шпинделя.
Блок колес АПК переключается автоматически – гидроцилиндром.
Приводы подач:
Имеют бесступенчатое регулирование скорости. Регулируемый ВМД (М2, М3, М4), сильфонная муфта, ТУ (ШВП), РО (шпиндельная головка, стойка, стол), ДОС.
Привод поворота/позиционирования стола: происходит от ВМД М5, муфта, червячная передача, РО круговой стол. Перед поворотом стола происходит расцепление двух торцовых, зубчатых полумуфт от гидро системы. После поворота – сцепление полумуфт и зажим стола.
Механизм/устройство УАСИ: должно обеспечивать стабильное, точное, жесткое и надежное положение РИ при смене и обработки, а так же минимум времени на его смену. Состав:
инструментальный магазин ИМ на 30 позиций РИ и приводом поворота и устройством определения позиций;
автооператор, двухзахватный - механизм, обеспечивающий захват и транспортировку оправки с РИ из ИМ в шпиндель и обратно со своим приводом.
Механизм зажима-разжима оправки с РИ внутри шпинделя
Механизм угловой ориентации
Привод поворота ИМ включает: ВМД М6, муфта, цилиндрическая передача с внутренним зацеплением i=19/285, ИО ИМ. Номера гнезд ИМ закодированы ( в корпусе ИМ установлены упоры, воздействующие на конечные выключатели, осуществляющие отсчет поворота при поиске заданного гнезда с РИ). Двухзахватный АО имеет приводы вертикального перемещения, выдвижения-задвижения и поворота, работающий от гидросистемы станка. Источники движения – гидроцилиндры.
Цикл смены инструмента составляет 6 сек (отработавший РИ в шпинделе):
Поворот ИМ для поиска гнезда с РИ
Корпус автооператора перемещается вверх и захватывает оправку первым захватом
Выдвижение АО вдоль оси
Корпус АО вниз
Задвижение автооператора
Шпиндельная головка с отработавшем РИ перемещается вверх в позицию смены РИ (схват 2 АО захватывает оправку)
Выдвижение АО
Поворот АО на 180
Задвижение АО (новый РИ установлен в шпиндель)
Шпиндельная головка перемещается вниз, АО переносит РИ в свое гнездо
АО опускается, что бы не мешать повороту ИМ в поиске следующего РИ.